Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

The Fragile Reality of ±0.002mm Batch Consistency in Micro Punch Grinding
A sudden cough, an extra gust of AC air, or a tiny temperature fluctuation—in the world of micro punch grinding, that is all it takes to turn an expensive piece of Tungsten Carbide into scrap metal.
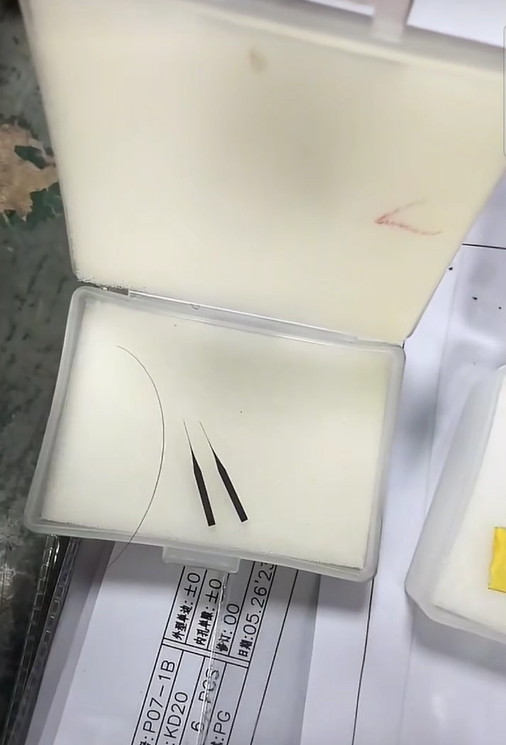
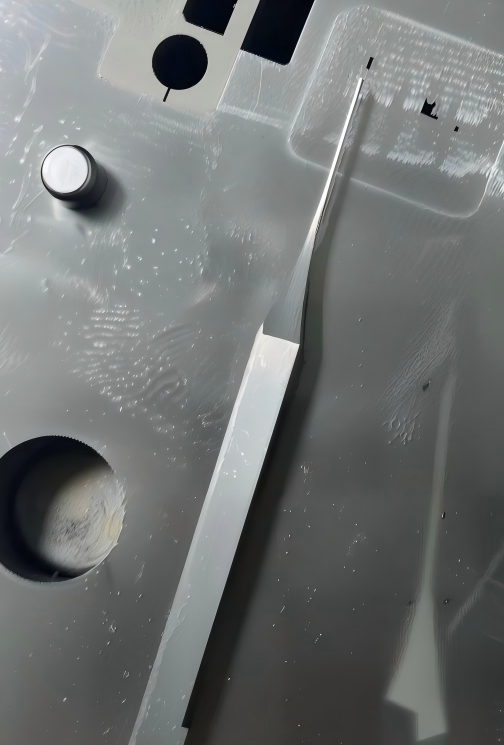
When delivering a batch of hair-thin carbide punches (some thinner than a strand of human hair), hitting the standard ±0.002mm tolerance once is an achievement. Delivering 50 of them with absolute, identical batch consistency? That is where the real test begins.
Why Consistency Dictates Your Tool Room Lifespan
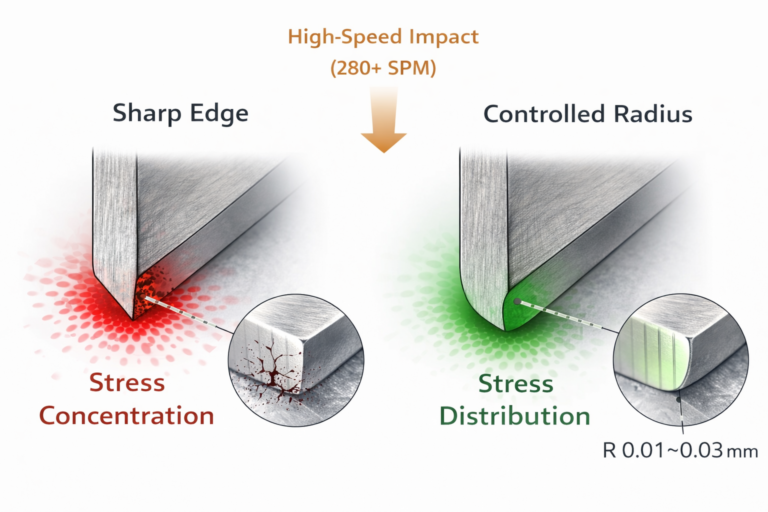
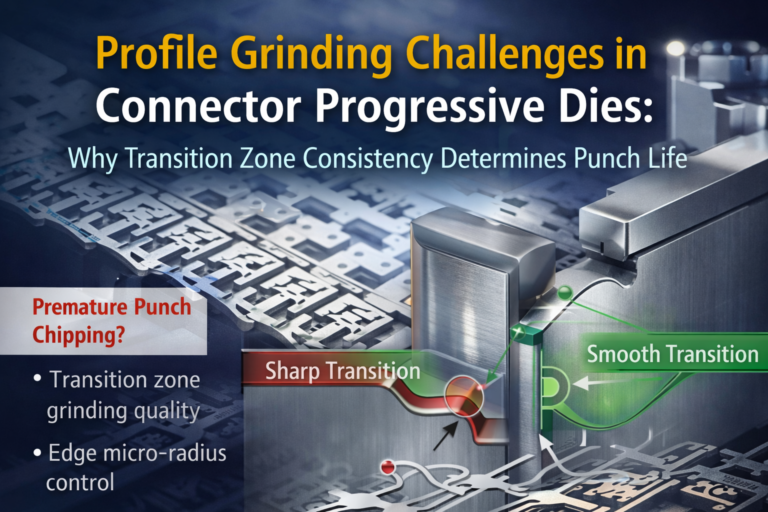
For high-speed, multi-cavity precision dies, consistency isn’t just a quality metric—it’s the lifeline of the entire tool room. If one single micro punch is off by even 2 microns, it causes uneven pressure distribution during high-speed stamping cycles. The result? Premature edge chipping, out-of-tolerance parts, or a sudden, catastrophic die crash.
At Hepha Precision, we look at accuracy through the lens of a toolmaker. When you are fighting issues like slug pulling (jumping scrap), your micro-geometry needs to be flawless across the entire order.
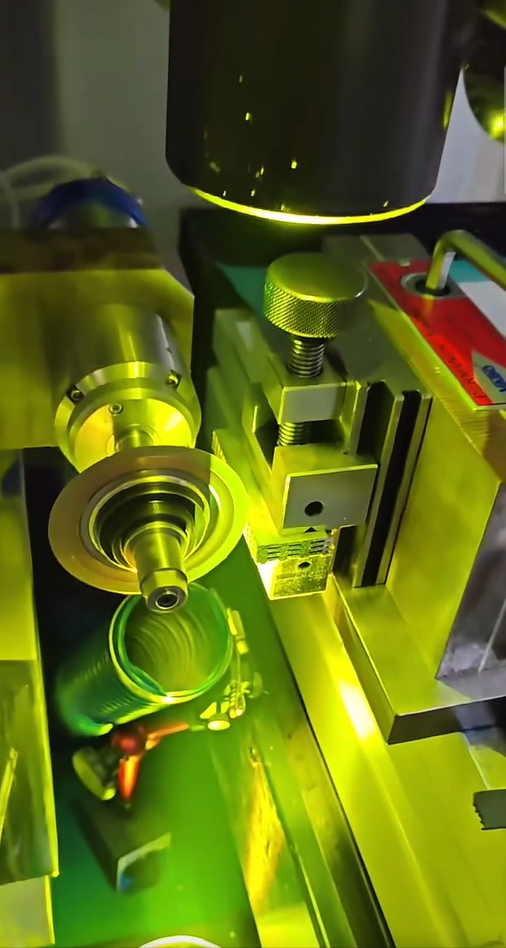
To prevent these microscopic nightmares for our global clients, we focus on three strict grinding disciplines:


Realizing Your Design Intent
We know our place in the manufacturing ecosystem. Our job isn’t to redesign the complex tools your engineers spent weeks perfecting. Our job is to be the faithful bridge between your 2D/3D blueprints and the physical part.
Whether your design calls for micro-slug retainers, engineered air holes, or complex split-die profiles, we deliver exact execution. We remove the hidden risks from your assembly line so that when you open a delivery from us, every tool fits your die base with exact, plug-and-play perfection. No manual stoning, no “hammer therapy” required.
Toolmakers & Engineers: What is the smallest micro-punch diameter you’ve run in a progressive die? How did you manage the tool life? Feel free to contact us!