Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Artikel zur Präzisionsbearbeitung

Warum die Herstellung von Steckverbinderwerkzeugen anspruchsvoller geworden ist, obwohl sich die Zeichnungen nicht geändert haben
Im Laufe der Jahre ist bei der Herstellung von Steckverbinderwerkzeugen eines immer deutlicher geworden: Die Zeichnungen sehen oft fast genauso aus wie noch vor Jahren. Die Maße, die Grundgeometrie, sogar die…

Auswahl der Hartmetallsorte für Stanzwerkzeuge: Soll man sich an die Zeichnung halten oder Alternativen prüfen?
Die Auswahl der richtigen Hartmetallsorte ist eine der wichtigsten Entscheidungen beim Bau von Präzisionsstanzwerkzeugen. Eine falsche Sorte kann zu vorzeitigem Verschleiß, Kantenausbrüchen, unerwarteten Ausfallzeiten und erhöhten Wartungskosten führen.…
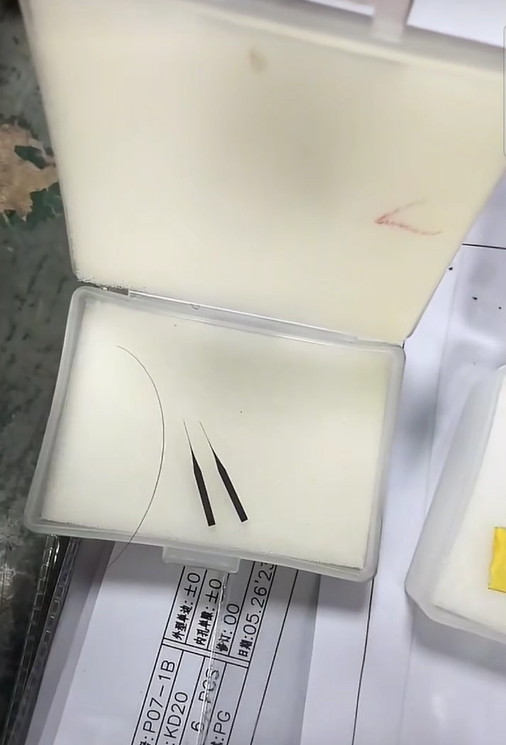
Die fragile Realität einer Chargenkonsistenz von ±0,002 mm beim Schleifen von Mikrostempeln
Ein plötzlicher Hustenanfall, ein zusätzlicher Luftstoß aus der Klimaanlage oder eine winzige Temperaturschwankung – in der Welt des Mikrostanzschleifens reicht das schon aus, um ein teures Wolframstück …
Fallstudie: Der verborgene Grund für Metallspäne und Matrizenstaub beim Hochgeschwindigkeitsstanzen
Wir brachten ihre aktuellen Stanzen in unser Prüflabor und untersuchten die Flanken unter einem 50-fachen Projektor. Die Inspektion ergab, dass die Ursache nicht bei den Pressparametern, der Materialhärte oder der Schmierung lag...

Warum das PG-Präzisionsschleifen die einzige Möglichkeit ist, die steigenden Hartmetallkosten auszugleichen
In der heutigen Fertigungslandschaft ist Hartmetall nicht mehr nur ein Rohstoff, sondern eine bedeutende Kapitalinvestition. Da die Preise stetig steigen, sollten Sie jeden Hartmetallstempel und -einsatz als hochwertige...

Was ist, wenn das Werkzeugmaterial nicht verfügbar ist?
Probleme mit der Materialverfügbarkeit sind bei Werkzeugbauprojekten recht häufig. In den Zeichnungen können bestimmte Sorten angegeben sein, die vor Ort schwer zu beschaffen sind, lange Lieferzeiten haben oder nicht mehr weit verbreitet sind. Dies ist...
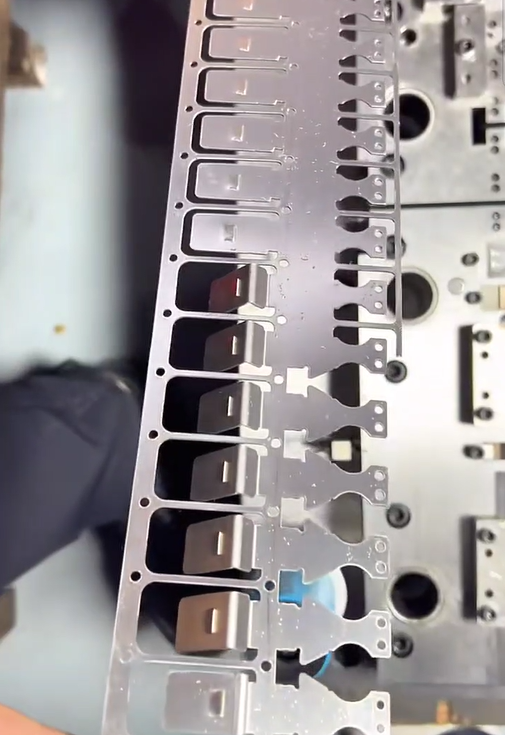
Segmentierte Werkzeugkonstruktion im Vergleich zum Drahterodieren: Wie PG-Schleifen die Kosten senkt
Dies führt zu: Die segmentierte Werkzeugkonstruktion bietet einen anderen Ansatz. Anstatt ein Bauteil als eine einzige Einheit zu fertigen, wird die Struktur in mehrere Funktionssegmente unterteilt. Jedes Segment kann individuell...
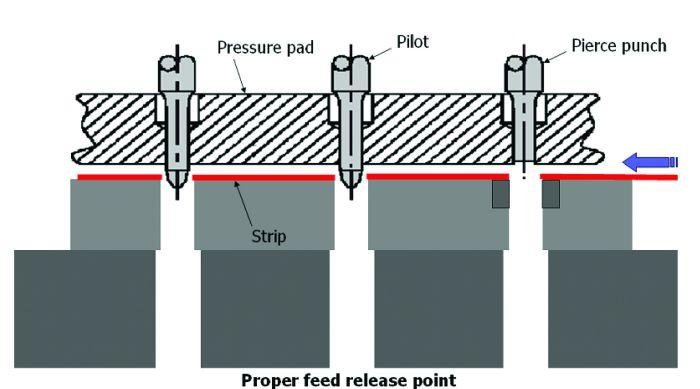
Wenn der Scherwinkel richtig aussieht, aber die Stanzstabilität trotzdem nicht gegeben ist
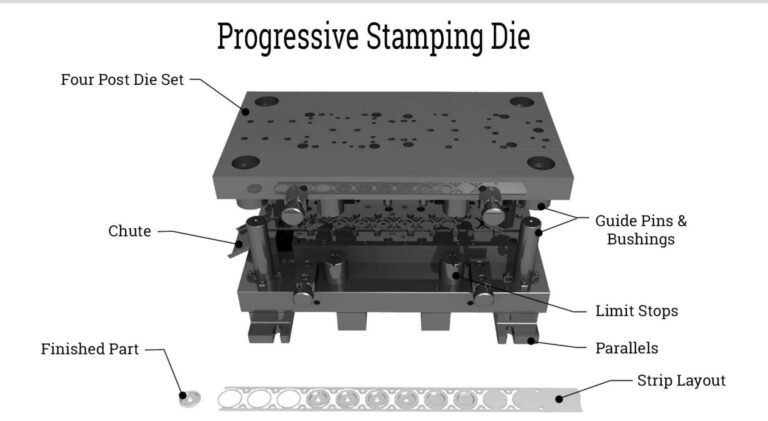
Bei vielen Folgeverbundwerkzeugen wird der Scherwinkel oft als sekundäres Detail behandelt - hauptsächlich, um die Schnittkraft zu reduzieren oder die Werkzeugstandzeit zu verlängern. Aber in der realen Produktion geht sein Einfluss...
Warum sich manche Stanzverfahren nie vollständig stabilisieren
Einige Prägeprozesse laufen, stabilisieren sich aber nie wirklich. Anpassungen können die Leistung vorübergehend verbessern, aber die Abweichungen kehren immer wieder. Die Kantenqualität schwankt, der Werkzeugverschleiß wird ungleichmäßig, und die Bediener müssen ständig Korrekturen vornehmen. In vielen...

Gratabweichungen beim Stanzen: Warum dies nicht nur ein Problem des Spielraums ist
Es ist möglich, dass das Spiel unverändert bleibt, während die Gratbedingungen von Station zu Station oder sogar innerhalb desselben Laufs im Laufe der Zeit schwanken. Dies geschieht, weil die Gratbildung direkt...

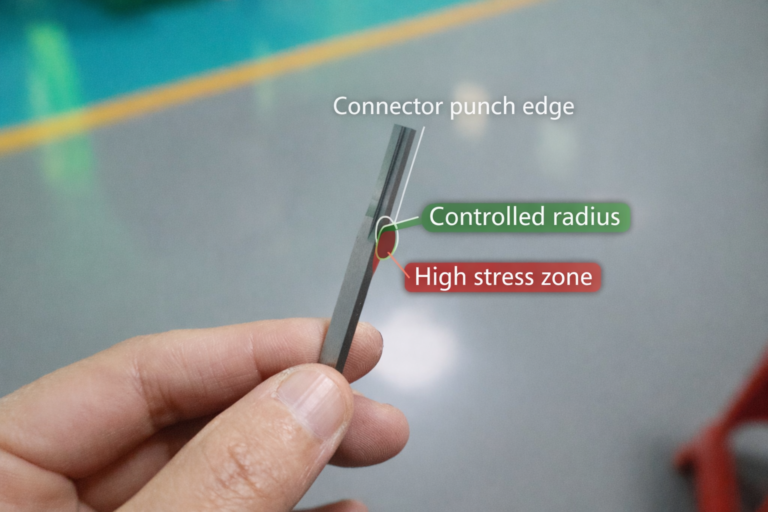
Stempelverschleiß ist nicht zufällig: Die Lastverteilung beim Stanzen verstehen
Dies ist in der Regel ein Hinweis darauf, dass die Last nicht bei jedem Stempel auf die gleiche Weise eintritt. Wenn der Schneidevorgang etwas anders beginnt - und sei es auch nur geringfügig - ist die Spannungsverteilung...
Warum die Ersetzung eines Lochers oft zu inkonsistenter Leistung führt
Das Auswechseln eines verschlissenen Stempels wird normalerweise als Routinevorgang betrachtet. Aber in der Präzisionsstanztechnik haben viele Ingenieure diese Erfahrung gemacht: Ein neuer Stempel ist installiert, die Abmessungen liegen innerhalb der Toleranz - und doch ändert sich die Leistung....