Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Wenn der Scherwinkel richtig aussieht, aber die Stanzstabilität trotzdem nicht gegeben ist
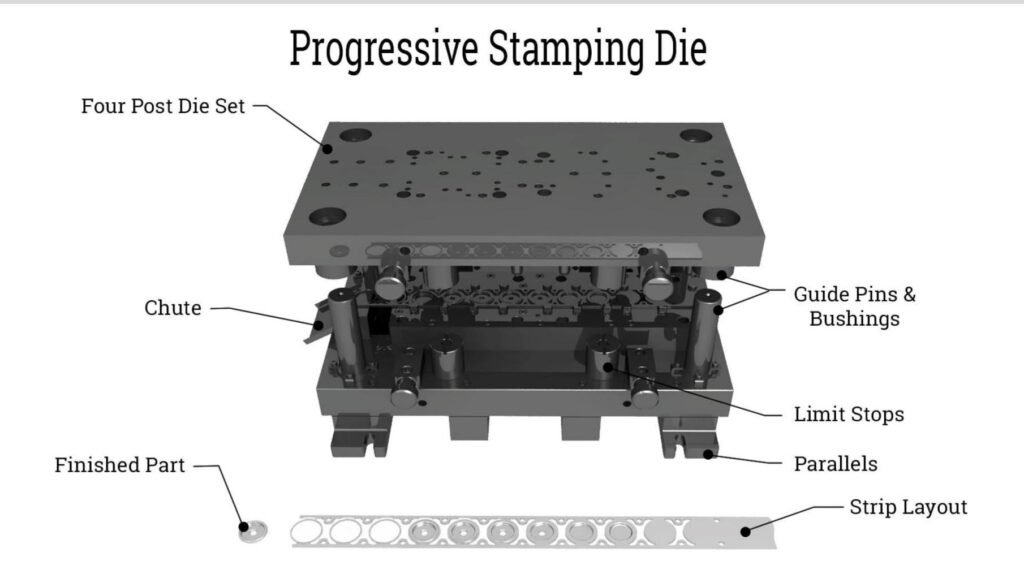
Bei vielen Folgeverbundwerkzeugen wird der Scherwinkel oft als sekundäres Detail behandelt - hauptsächlich zur Reduzierung der Schnittkraft oder zur Verlängerung der Werkzeugstandzeit.
In der realen Produktion gehen die Auswirkungen jedoch viel tiefer.
Es gibt Fälle, in denen alles richtig zu sein scheint: Das Material ist konsistent, die Pressenparameter sind stabil, und die Werkzeugkonstruktion entspricht der gängigen Praxis. Dennoch fühlt sich der Prozess instabil an. Die Kantenqualität schwankt, der Werkzeugverschleiß erscheint ungleichmäßig, und die Einstellungen stellen den Prozess nie vollständig ein.
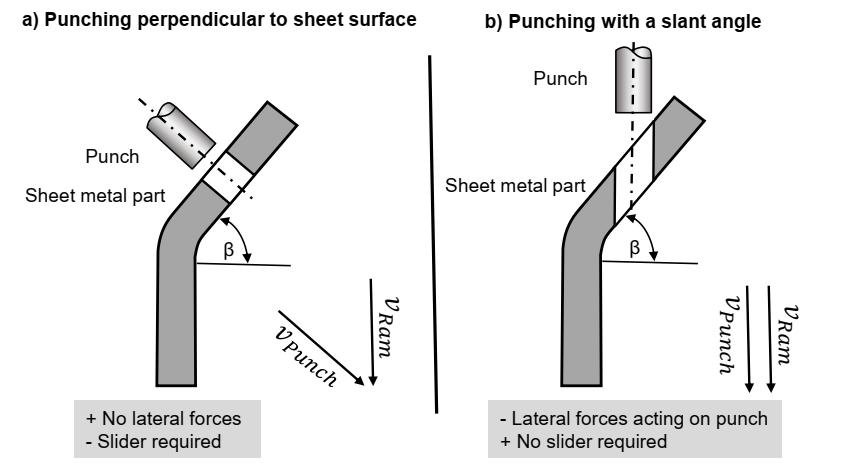
In diesen Situationen geht es oft nicht um den Scherwinkel selbst, sondern darum, wie er sich an verschiedenen Stationen verhält.
Einige Stempel können aufgrund ihres Winkels früher in das Material eindringen. Andere schneiden möglicherweise flacher und dringen auf einmal in das Material ein. Wenn dieses Verhalten nicht einheitlich ist, fließt die Last nicht mehr gleichmäßig durch das Band. Stattdessen verschiebt sie sich.
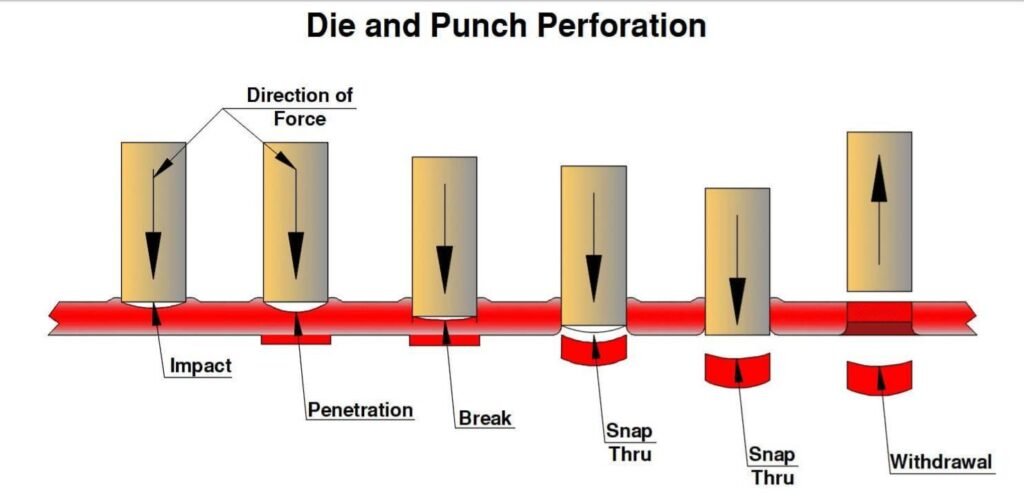
Diese Verschiebung mag geringfügig sein, aber ihre Auswirkungen summieren sich:
Mit der Zeit wird der Prozess schwer vorhersehbar.
Die Optimierung des Scherwinkels kann helfen, aber nur, wenn sich die Geometrie unter realen Produktionsbedingungen konsistent verhält. Selbst kleine Unterschiede in der Ausführung des Winkels oder des Kantenübergangs können sich ändern, wenn der Schnitt tatsächlich beginnt.
Letztendlich geht es beim Scherwinkel nicht nur um die Reduzierung der Kraft.
Sie wirkt sich direkt darauf aus, wie die Last in das System gelangt - und ob der Prozess stabil bleibt.
Wenn Sie ähnliche Probleme mit Ihren Werkzeugen haben, wenden Sie sich bitte an sich melden - gerne zum Gedankenaustausch.