Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

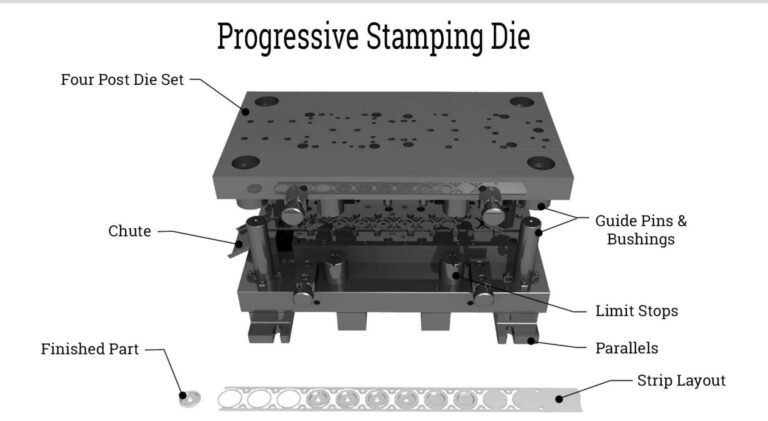
ProgressiveDie
Wenn der Scherwinkel richtig aussieht, aber die Stanzstabilität trotzdem nicht gegeben ist
Bei vielen Folgeverbundwerkzeugen wird der Scherwinkel oft als sekundäres Detail behandelt - hauptsächlich, um die Schnittkraft zu reduzieren oder die Werkzeugstandzeit zu verlängern. Aber in der realen Produktion geht sein Einfluss...
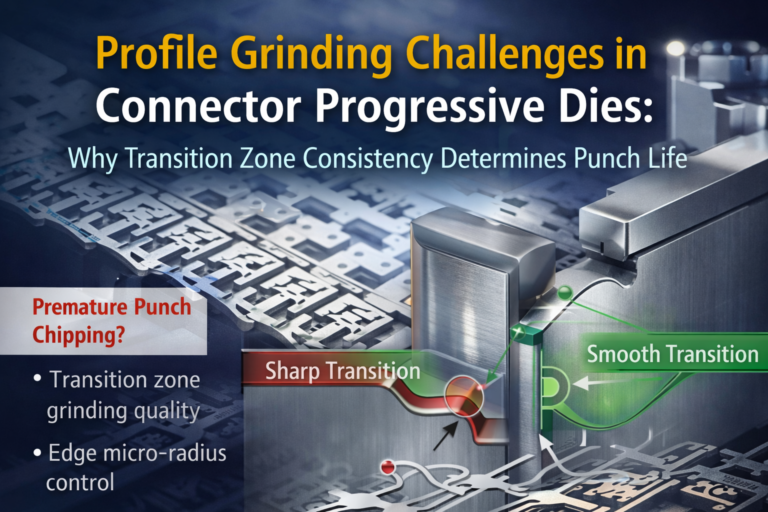
Herausforderungen des Profilschleifens bei Folgeverbundwerkzeugen
Bei der modernen Herstellung von Steckverbindern arbeiten Folgeverbundstanzwerkzeuge oft mit extrem hohen Geschwindigkeiten - in der Regel 200 bis 400 Hübe pro Minute. Bei diesen Geschwindigkeiten wird die Leistung des Stempels zu einem kritischen Faktor für die Aufrechterhaltung...