Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Warum sich manche Stanzverfahren nie vollständig stabilisieren
Manche Prägeprozesse laufen, aber sie stabilisieren sich nie wirklich.
Anpassungen können die Leistung vorübergehend verbessern, aber die Abweichungen kommen immer wieder. Die Kantenqualität schwankt, der Werkzeugverschleiß wird ungleichmäßig, und die Bediener müssen ständig Korrekturen vornehmen.
In vielen Fällen geht es nicht um einen einzelnen Parameter.
Es ist die Interaktion zwischen mehreren Stationen innerhalb des Würfels.
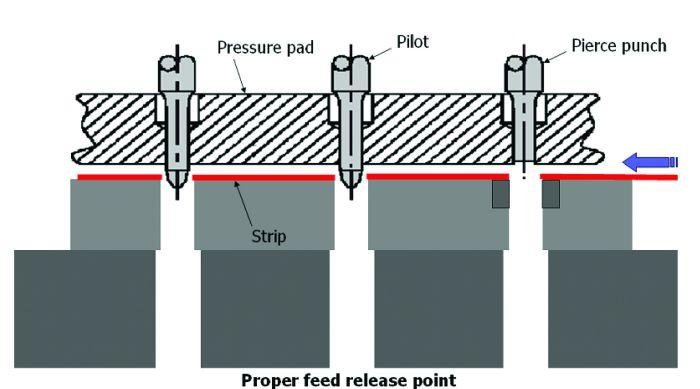
Wenn jeder Stempel etwas anders in das Material eingreift - sei es in Bezug auf den Zeitpunkt, den Winkel oder den Kontaktzustand - verliert der Prozess seine Synchronisation. Anstelle eines gleichmäßigen und kontrollierten Lastflusses beginnt sich die Kraft über das Band zu verschieben.
Bei niedrigeren Geschwindigkeiten ist dies möglicherweise nicht offensichtlich.
Doch mit zunehmender Produktionsgeschwindigkeit verstärken sich selbst kleine Unstimmigkeiten. Das System wird empfindlicher, und zuvor überschaubare Schwankungen werden zur Instabilität.
Aus diesem Grund kommen manche Prozesse nie ganz “zur Ruhe”.”
Stabilität wird nicht immer durch weitere Optimierung erreicht.
In vielen Fällen liegt es an der Verringerung der Schwankungen, d. h. daran, dass sich jede Station Zyklus für Zyklus gleich verhält.
Ein vorhersehbarer Prozess ist nicht unbedingt der optimalste, aber der am besten kontrollierbare.
Und in der Produktion ist es die Kontrolle, die letztlich die Leistung bestimmt.
Wenn Sie ähnliche Probleme mit Ihren Werkzeugen haben, wenden Sie sich bitte an sich melden - gerne zum Gedankenaustausch.