Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

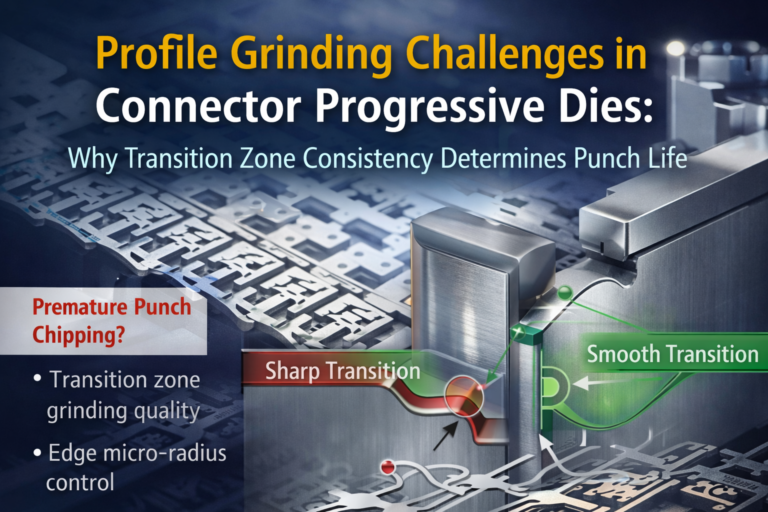
Verschleiß von Hochgeschwindigkeitsstempelwerkzeugen: Warum Kraftausgleich und Präzisionsprofilschleifen bei 300+ SPM wichtig sind
Bei niedrigen Hubzahlen kann das Stanzen täuschend einfach erscheinen: Blech, ein Werkzeugsatz und eine Presse.
Sobald sich die Produktion jedoch auf 300 und mehr Hübe pro Minute bewegt, verhält sich der Prozess nicht mehr wie ein statischer Umformvorgang, sondern wird zu einem dynamischen mechanischen System.
Bei dieser Geschwindigkeit ist die Stabilität nicht länger ein sekundärer Parameter. Sie wird zur Grundlage für die Standzeit des Werkzeugs, die Konsistenz der Teile und die Effektivität der Anlage insgesamt.
In vielen Hochgeschwindigkeitsumgebungen werden vorzeitiger Werkzeugverschleiß, Mikroausbrüche oder uneinheitliche Kantenqualität häufig auf Materialhärte, Beschichtungsleistung oder Bandabweichungen zurückgeführt.
In der Praxis liegt die Ursache jedoch häufig ganz woanders:
Eigentlich, Ungleichgewicht der Kräfte, verstärkt durch mikroskopische geometrische Abweichungen.
Hochgeschwindigkeitsstanzen ist ein dynamisches System
Bei 300+ SPM erfolgt ein vollständiger Presszyklus alle 0,2 Sekunden oder weniger.
Beschleunigung, Aufprall, elastische Verformung und Entlastung erfolgen in rascher Folge.
Unter diesen Bedingungen:
Einzeln betrachtet mögen diese Abweichungen unbedeutend erscheinen.
Über Millionen von Zyklen akkumulieren sie sich zu Ermüdungsrissen, Kantenausbrüchen und instabilen Werkzeugstandzeiten.
Die Presse übt nicht einfach Gewalt aus.
Sie verstärkt alles, was die Geometrie einbringt.

Härte allein ist keine Garantie für die Lebensdauer von Werkzeugen
Eine Erhöhung der Härte oder eine Verbesserung der Materialqualität kann die Verschleißfestigkeit verbessern.
Bei Hochgeschwindigkeitsanwendungen werden die Ausfallarten jedoch häufig durch diese Faktoren bestimmt:
Eine übermäßige Härte ohne geometrische Stabilität kann sogar die Sprödigkeit erhöhen und das Abplatzen der Kanten beschleunigen, anstatt es zu verhindern.
Wenn die Kraftverteilung ungleichmäßig ist, kann die Spitzenbelastung die durchschnittliche Materialkapazität deutlich übersteigen - selbst wenn die Nennhärte auf dem Papier ausreichend erscheint.
In solchen Fällen ist der begrenzende Faktor nicht die Materialspezifikation.
Es handelt sich um die geometrische Integrität des Arbeitsprofils.
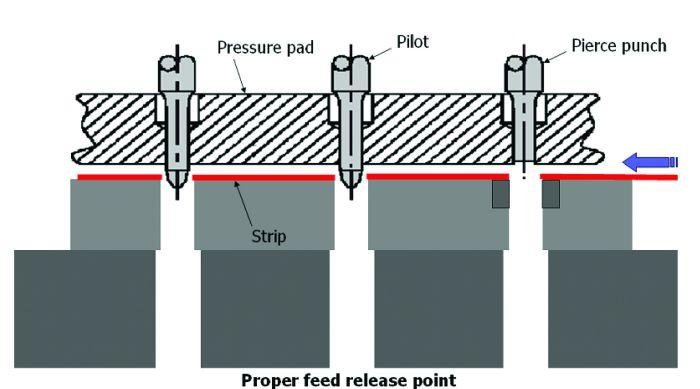
Gleichmäßigkeit der Lichtung und Symmetrie des Profils
Bei Folgeverbund- und Hochgeschwindigkeitswerkzeugen hängt der Kraftausgleich stark davon ab:
Eine Abweichung von 5-10 μm in der Profilform ist bei der statischen Prüfung möglicherweise nicht sichtbar.
Bei hohen Hubzahlen können sich jedoch die Kontaktinitiierungspunkte verschieben, die Lastverteilung verändern und seitliche Mikrokräfte erzeugen, die den Prozess allmählich destabilisieren.
Hier ist Präzision gefragt Profilschleifen spielt eine strukturelle Rolle.
Nicht als kosmetische Veredelungsstufe.
Sondern als Kontrollmechanismus für die Kraftverteilung.
Reproduzierbarkeit über Werkzeuglebenszyklen hinweg
Ein weiterer kritischer Faktor in Hochgeschwindigkeitsumgebungen ist die Austauschbarkeit von Ersatzteilen.
Wenn Ersatzstempel oder Einsätze Wenn kleine geometrische Abweichungen zwischen den Chargen auftreten, verschiebt sich das Kräftegleichgewicht geringfügig. Das System muss sich wieder stabilisieren, oft durch beschleunigten Verschleiß.
Echte Wiederholbarkeit beim Profilschleifen garantiert das:
Bei Programmen mit hohen Stückzahlen ist diese Wiederholbarkeit oft wertvoller als schrittweise Materialverbesserungen.
Wann wird das Präzisionsprofilschleifen kritisch?
Präzises Profilschleifen wird strukturell wichtig, wenn:
In solchen Fällen kann die Überprüfung der geometrischen Integrität und des Kräftegleichgewichts aus der Profilperspektive Einblicke liefern, die über Material- oder Beschichtungsänderungen hinausgehen.
Von der Zeichnungskonformität zur Produktionsstabilität
Die Einhaltung der Zeichnungstoleranzen ist unerlässlich.
Beim Hochgeschwindigkeitsstanzen hängt die langfristige Leistung jedoch davon ab, wie sich die Geometrie unter dynamischer Belastung verhält - und nicht nur davon, wie sie statisch gemessen wird.
Wenn die Prägeleistung vom Kräfteverhältnis abhängt,
dann beginnt das Kräftegleichgewicht mit der Integrität des Profils.
Präzises Profilschleifen, bei dem die funktionale Geometrie und nicht nur die Nennwerte berücksichtigt werden, kann einen direkten Beitrag dazu leisten:
Für Hersteller, die in Hochgeschwindigkeits- oder Großserien-Stanzumgebungen arbeiten, ist geometrische Stabilität kein Luxus.
Es ist eine strategische Anforderung.
Erleben Sie instabile Werkzeugstandzeiten bei Hochgeschwindigkeits-Stanzanwendungen?
Wir unterstützen Werkzeugteams mit Präzisionsprofilschleifen, das auf geometrische Integrität und Wiederholbarkeit ausgerichtet ist.
Für ein technisches Gespräch können Sie uns gerne kontaktieren.