Sous-traitant de précision fiable pour les ateliers d'outillage

Usure des outils d'emboutissage à grande vitesse : Pourquoi l'équilibre des forces et la rectification de profil de précision sont importants à 300+ SPM
À faible cadence, l'emboutissage peut sembler faussement simple : de la tôle, un jeu d'outils et une presse.
Mais lorsque la production passe à plus de 300 coups par minute, le processus cesse de se comporter comme une opération de formage statique et devient un système mécanique dynamique.
À cette vitesse, la stabilité n'est plus un paramètre secondaire. Elle devient le fondement de la durée de vie de l'outil, de la régularité de la pièce et de l'efficacité globale de l'équipement.
Dans de nombreux environnements à grande vitesse, l'usure prématurée de l'outil, le micro-usinage ou la qualité irrégulière des arêtes sont souvent attribués à la dureté du matériau, à la performance du revêtement ou à la variation de la bande.
Pourtant, dans la pratique, la cause première se trouve souvent ailleurs :
En fait, Déséquilibre des forces amplifié par des écarts géométriques microscopiques.
L'emboutissage à grande vitesse est un système dynamique
A plus de 300 SPM, un cycle complet de pressage se produit toutes les 0,2 secondes ou moins.
L'accélération, l'impact, la déformation élastique et la décharge se succèdent rapidement.
Dans ces conditions :
Individuellement, ces écarts peuvent sembler insignifiants.
Collectivement, sur des millions de cycles, ils s'accumulent en fissures de fatigue, en écaillage des arêtes et en instabilité de la durée de vie de l'outil.
La presse ne se contente pas d'appliquer la force.
Il amplifie tout ce que la géométrie introduit.

La dureté seule ne garantit pas la durée de vie de l'outil
L'augmentation de la dureté ou de la qualité du matériau peut améliorer la résistance à l'usure.
Cependant, dans les applications à grande vitesse, les modes de défaillance sont souvent déterminés par.. :
Une dureté excessive sans stabilité géométrique peut même accroître la fragilité, en accélérant l'écaillage des arêtes plutôt qu'en le prévenant.
Lorsque la répartition des forces est inégale, les contraintes maximales peuvent dépasser de manière significative la capacité moyenne du matériau, même si la dureté nominale semble suffisante sur le papier.
Dans ce cas, le facteur limitant n'est pas la spécification du matériau.
Il s'agit de l'intégrité géométrique du profil de travail.
Uniformité du dégagement et symétrie du profil
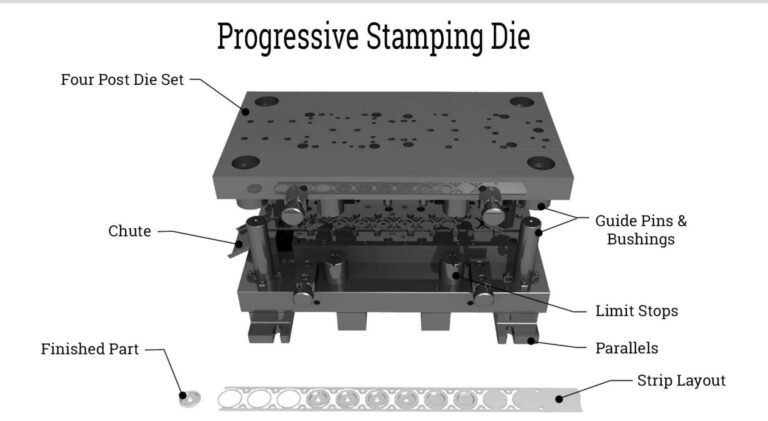
Dans l'outillage progressif et à grande vitesse, l'équilibre des forces dépend fortement de.. :
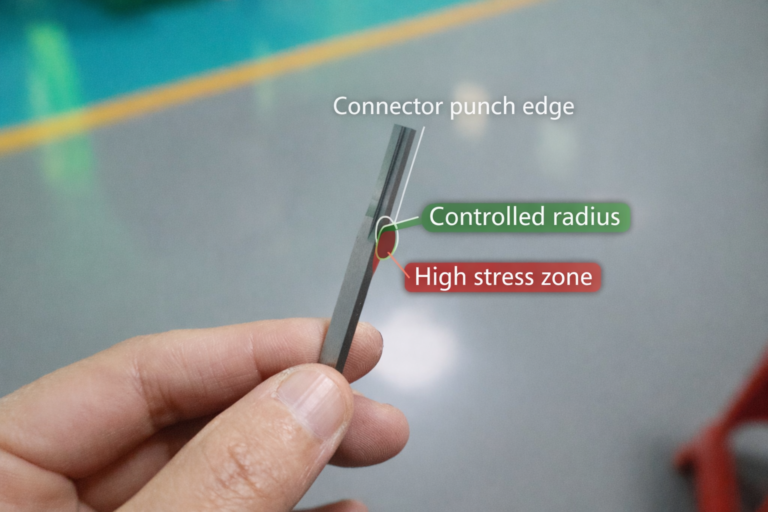
Un écart de 5 à 10 μm dans la forme du profil peut ne pas être visible lors d'une inspection statique.
Mais à des vitesses de course élevées, il peut déplacer les points d'initiation du contact, modifier la répartition de la charge et générer des microforces latérales qui déstabilisent progressivement le processus.
C'est là que la précision rectification de profil joue un rôle structurel.
Il ne s'agit pas d'une étape de finition cosmétique.
Mais comme mécanisme de contrôle de la distribution de la force.
Répétabilité au cours des cycles de vie de l'outil
L'interchangeabilité des pièces de rechange est un autre facteur critique dans les environnements à grande vitesse.
Si poinçons de remplacement ou inserts introduire une petite variation géométrique entre les lots, l'équilibre des forces se modifie subtilement. Le système doit se stabiliser à nouveau, souvent par une usure accélérée.
Une véritable répétabilité dans le meulage des profils garantit que.. :
Dans les programmes à grand volume, cette répétabilité est souvent plus précieuse que les mises à niveau incrémentielles des matériaux.
Quand la rectification de profil de précision devient-elle critique ?
Le meulage de précision des profils devient structurellement important lorsque.. :
Dans de tels cas, l'examen de l'intégrité géométrique et de l'équilibre des forces du point de vue du profil peut fournir des informations qui vont au-delà des changements de matériaux ou de revêtements.
De la conformité des dessins à la stabilité de la production
Il est essentiel de respecter les tolérances des dessins.
Mais dans l'emboutissage à grande vitesse, les performances à long terme dépendent de la façon dont la géométrie se comporte sous une charge dynamique - et pas seulement de la façon dont elle se mesure de manière statique.
Si la performance de l'estampage dépend de l'équilibre des forces,
l'équilibre des forces commence par l'intégrité du profil.
Le meulage de précision des profils, exécuté en prêtant attention à la géométrie fonctionnelle plutôt qu'aux seuls nombres nominaux, peut contribuer directement à l'amélioration de la qualité des produits :
Pour les fabricants opérant dans des environnements d'emboutissage à grande vitesse ou à grand volume, la stabilité géométrique n'est pas un luxe.
Il s'agit d'une exigence stratégique.
La durée de vie des outils est-elle instable dans les applications d'emboutissage à grande vitesse ?
Nous aidons les équipes chargées de l'outillage à rectifier les profils avec précision, en mettant l'accent sur l'intégrité géométrique et la répétabilité.
N'hésitez pas à nous contacter pour une discussion technique.