Sous-traitant de précision fiable pour les ateliers d'outillage

Étude de cas : Amélioration de la durée de vie des poinçons à 280 SPM grâce au contrôle du rayon des arêtes
À des vitesses d'estampage élevées, la défaillance du poinçon est rarement due à une erreur de dimension.
Dans cette étude de cas, nous expliquons comment le contrôle du rayon des arêtes - et non une tolérance plus étroite - a permis d'améliorer considérablement la durée de vie des poinçons dans une application d'emboutissage progressif à 280 SPM.
Contexte
Un fabricant d'outils à matrices progressives produisant des terminaux de connecteurs automobiles fonctionnait à
Il ne s'agissait pas d'un écart de dimension.
Le problème était l'écaillage prématuré des bords du poinçon après un cycle de production court.
Durée de vie moyenne de l'outil : instable et irrégulière.
Analyse initiale
Le poinçon d'origine respectait la tolérance du dessin :
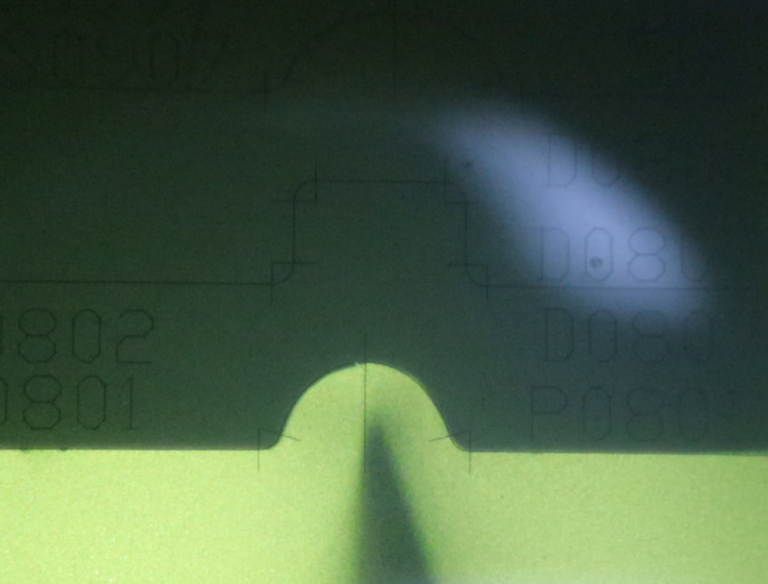
Cependant, l'inspection microscopique a révélé
À un SPM élevé, la force d'impact est multipliée.
Lorsque la géométrie des bords n'est pas contrôlée, la répartition des forces devient inégale.
Résultat : la micropuce est mise en place très tôt et se propage rapidement.
Le problème central
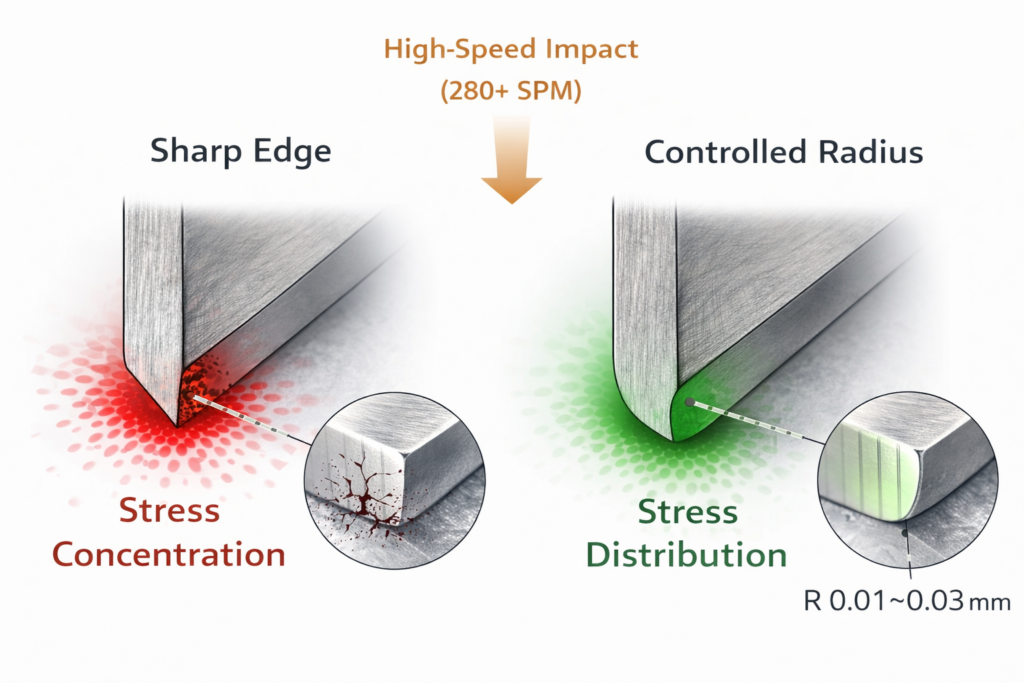
À 280 SPM :
Une arête théoriquement parfaite devient instable sous l'effet d'une charge dynamique.
La précision dimensionnelle seule ne garantit pas la performance.
Le contrôle de la géométrie des bords devient critique.
Solution : Rayon d'arête contrôlé par Meulage de profil
Au lieu de resserrer davantage la tolérance dimensionnelle, nous l'avons ajustée :
Processus de fabrication :
Tolérance maintenue à ±0,002 mm.
Résultats
Après la mise en œuvre :
L'amélioration principale n'était pas un changement matériel.
Aperçu technique
Pour l'estampage à grande vitesse au-delà de 200 SPM :
Pour les applications à filière progressive, la conception des arêtes doit être évaluée sous une charge dynamique, et pas seulement sous une mesure statique.
Quand c'est important
Cette approche est particulièrement pertinente pour
Conclusion
Si votre poinçon fonctionne à plus de 200 SPM et qu'il subit des chocs :
Le problème n'est peut-être pas la tolérance.
Il peut s'agir d'un contrôle des bords.
La rectification des profils permet un usinage contrôlé, et pas seulement un usinage précis.
Consultation technique
Si vous êtes confronté à une instabilité similaire de la durée de vie de l'outil dans des applications d'emboutissage à grande vitesse, envoyez-nous votre dessin pour un examen technique.
Nous pouvons l'évaluer :
Nous agissons comme une extension de votre atelier d'outillage, et non comme un simple fournisseur d'usinage.