Subcontratante de precisão fiável para oficinas de ferramentas

Estudo de caso: Melhorar a vida útil do punção a 280 SPM através do controlo do raio do bordo
A altas velocidades de estampagem, a falha do punção raramente é causada apenas por erro de dimensão.
Neste estudo de caso, partilhamos a forma como o raio de borda controlado - e não uma tolerância mais apertada - melhorou significativamente a vida útil do punção numa aplicação de estampagem progressiva de 280 SPM.
Antecedentes
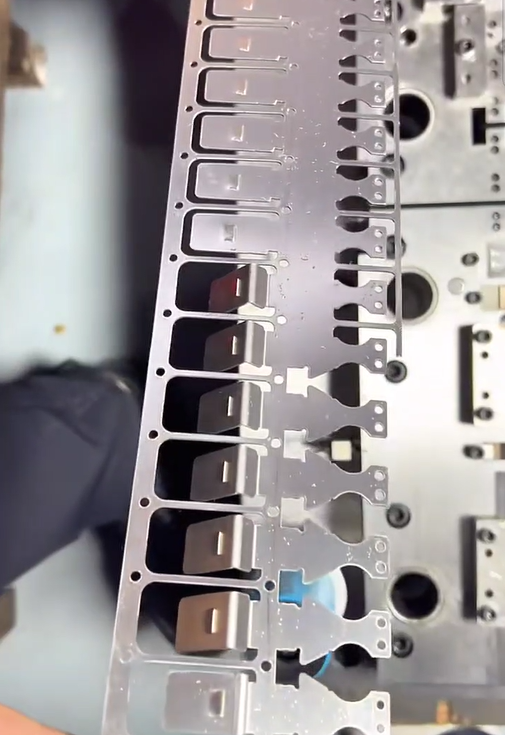
Um fabricante de ferramentas de matriz progressiva que produz terminais de conectores para automóveis estava a trabalhar a uma velocidade de..:
A questão não era o desvio dimensional.
O problema era a lascagem prematura do bordo do punção após um curto ciclo de produção.
Vida média da ferramenta: instável e inconsistente.
Análise inicial
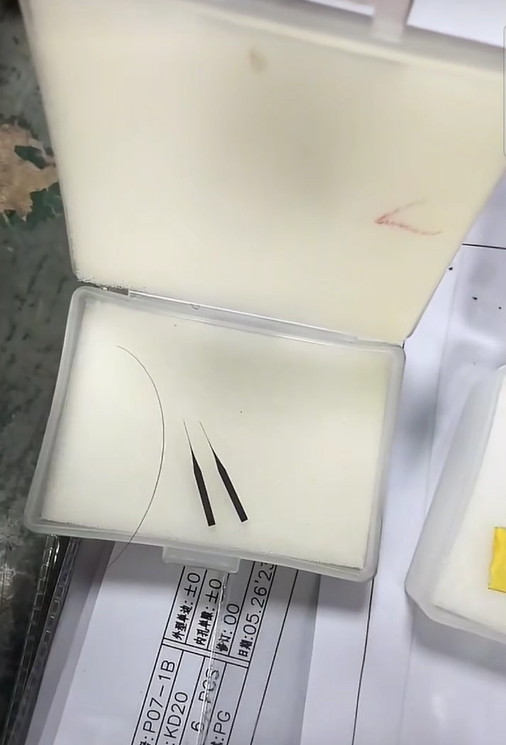
O punção original corresponde à tolerância do desenho:
No entanto, a inspeção microscópica revelou:
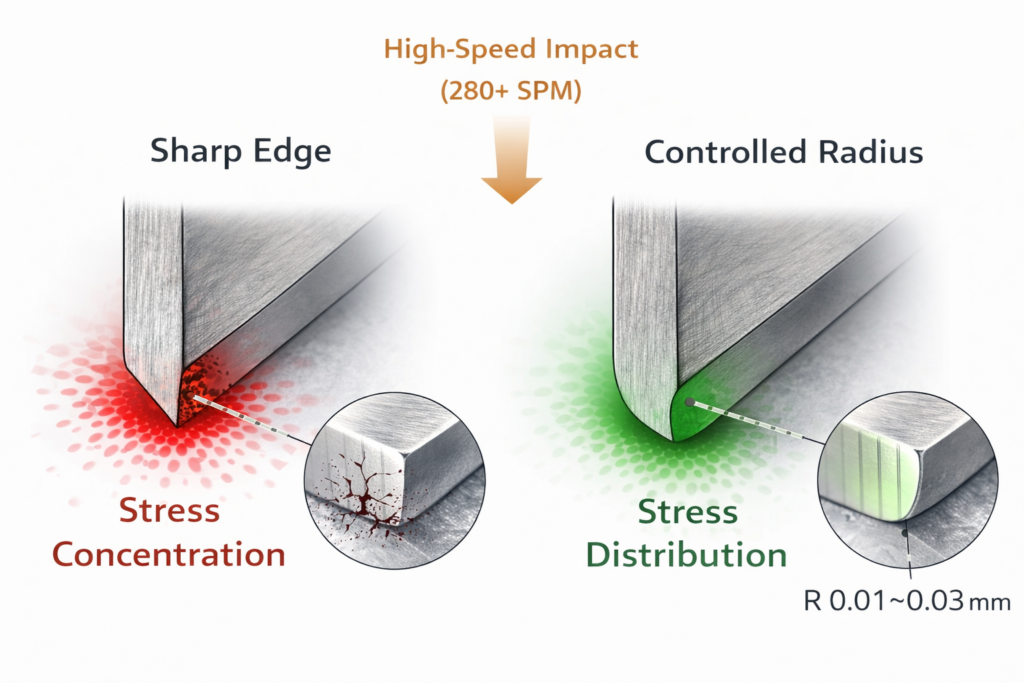
Com SPM elevado, a força de impacto multiplica-se.
Quando a geometria do bordo não é controlada, a distribuição da força torna-se irregular.
O resultado: a microchipagem inicia-se cedo e propaga-se rapidamente.
O problema central
A 280 SPM:
Teoricamente, uma “aresta afiada perfeita” torna-se instável sob carga dinâmica.
A exatidão dimensional, por si só, não garante o desempenho.
O controlo da geometria do bordo torna-se crítico.
Solução: Raio de Borda Controlado através de Retificação de perfis
Em vez de apertar ainda mais a tolerância dimensional, ajustámos:
Processo de fabrico:
Tolerância mantida em ±0,002 mm.
Resultados
Após a implementação:
A principal melhoria não foi uma alteração material.
Informações técnicas
Na estampagem a alta velocidade acima de 200 SPM:
Para aplicações de matrizes progressivas, a conceção dos bordos deve ser avaliada sob carga dinâmica e não apenas sob medição estática.
Quando isto é importante
Esta abordagem é particularmente relevante para:
Conclusão
Se o seu perfurador funcionar acima de 200 SPM e experimentar:
O problema pode não ser a tolerância.
Pode ser o controlo das margens.
A retificação de perfis permite uma maquinação controlada - não apenas uma maquinação precisa.
Consulta técnica
Se estiver a sentir uma instabilidade semelhante na vida útil da ferramenta em aplicações de estampagem de alta velocidade, envie-nos o seu desenho para uma análise técnica.
Podemos avaliar:
Actuamos como uma extensão da sua sala de ferramentas - e não apenas como um fornecedor de maquinação.