Subcontratante de precisão fiável para oficinas de ferramentas

Artigos sobre maquinagem de precisão

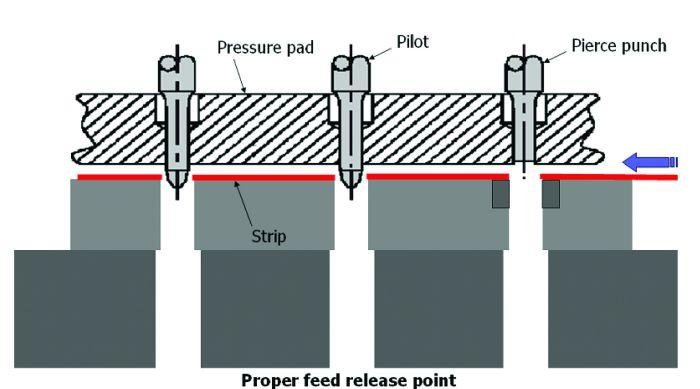
Por que razão o fabrico de conectores se tornou mais exigente, mesmo que os desenhos não tenham mudado
Ao longo dos anos, há algo que se tem tornado cada vez mais evidente no trabalho com ferramentas para conectores: os desenhos parecem, muitas vezes, quase idênticos aos de há alguns anos. As dimensões, a geometria básica e até mesmo o…

Seleção do tipo de carboneto para matrizes de estampagem: seguir as especificações ou avaliar alternativas?
A escolha do tipo de metal duro adequado é uma das decisões mais importantes na conceção de ferramentas de estampagem de precisão. A escolha do tipo errado pode provocar desgaste prematuro, lascas nas arestas, paragens inesperadas e aumento dos custos de manutenção.…
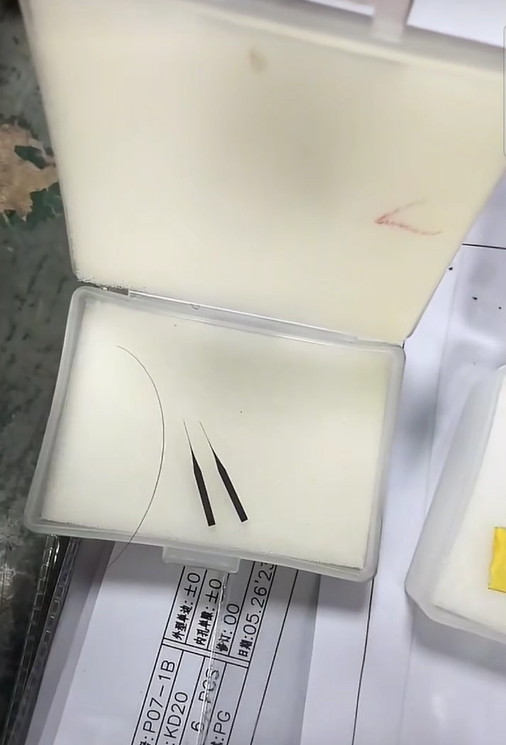
A frágil realidade da consistência de lote de ±0,002 mm na retificação de micropunções
Uma tosse repentina, uma rajada extra de ar do ar condicionado ou uma pequena variação de temperatura — no mundo da retificação de micro-punções, basta isso para transformar uma peça cara de tungsténio…
Estudo de caso: A razão oculta por trás das lascas de metal e do pó da matriz na estampagem de alta velocidade
Trouxemos os seus punções actuais para o nosso laboratório de testes e inspeccionámos os flancos com um projetor de 50x. A inspeção revelou que a causa principal não eram os parâmetros da prensa, a dureza do material ou a lubrificação...

Porque é que a retificação de precisão PG é a única forma de compensar o aumento dos custos do metal duro
No atual panorama de fabrico, o carboneto de tungsténio já não é apenas uma matéria-prima - é um investimento de capital significativo. Com os preços em constante subida, trate cada punção e pastilha de metal duro como um investimento de alto valor...

E se não estiver disponível material para ferramentas?
Os problemas de disponibilidade de materiais são bastante comuns em projectos de ferramentas. Os desenhos podem especificar certos tipos de materiais que são difíceis de obter localmente, têm prazos de entrega longos ou já não são muito utilizados. Isto é...
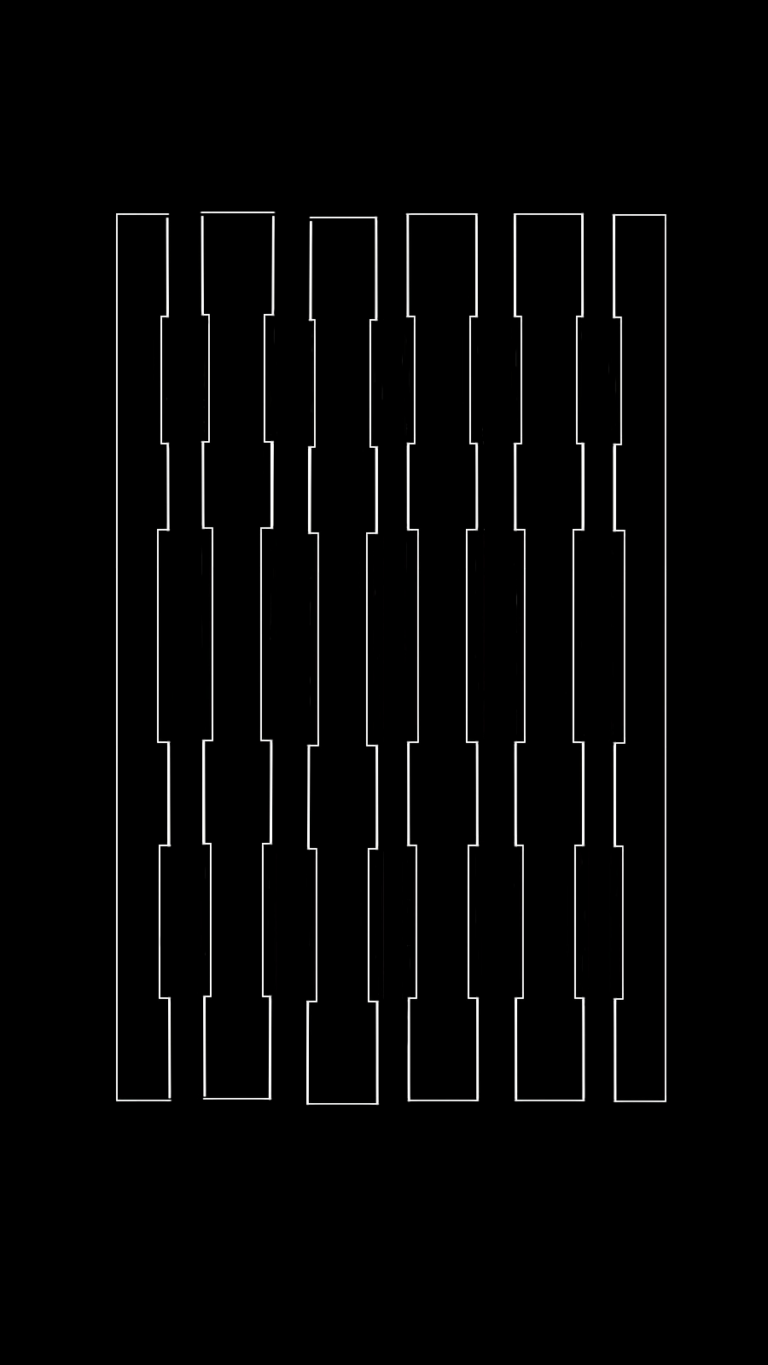
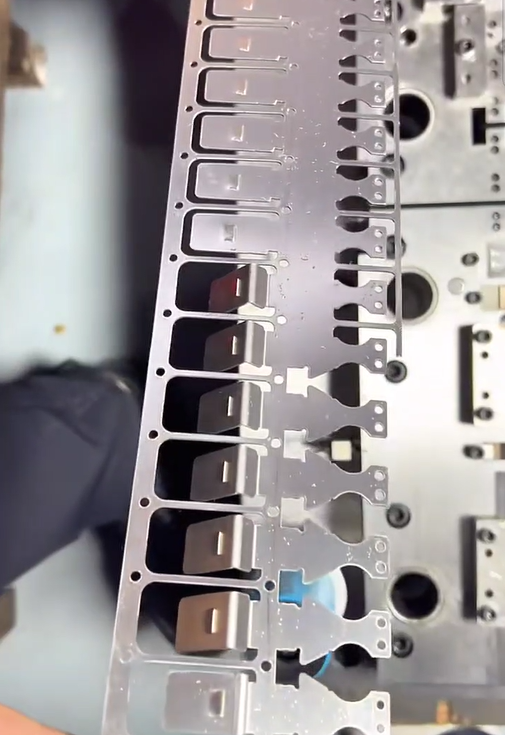
Conceção de ferramentas segmentadas vs EDM de fio: Como a retificação PG reduz os custos
Isto resulta em: A conceção de ferramentas segmentadas oferece uma abordagem diferente. Em vez de fabricar um componente como uma única unidade, a estrutura é dividida em vários segmentos funcionais. Cada segmento pode ser individualmente...
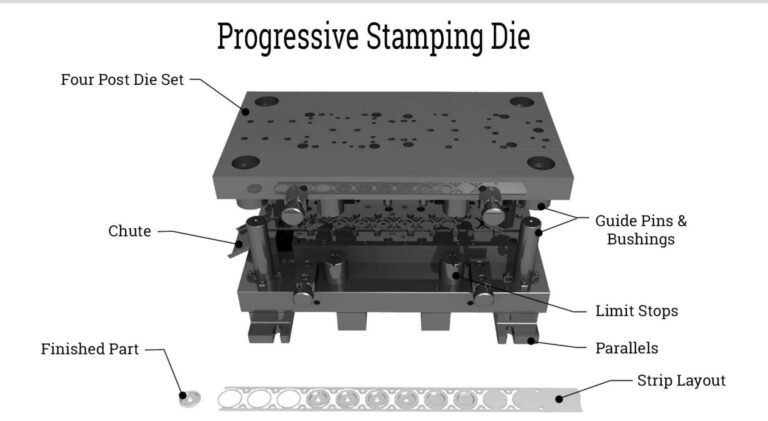
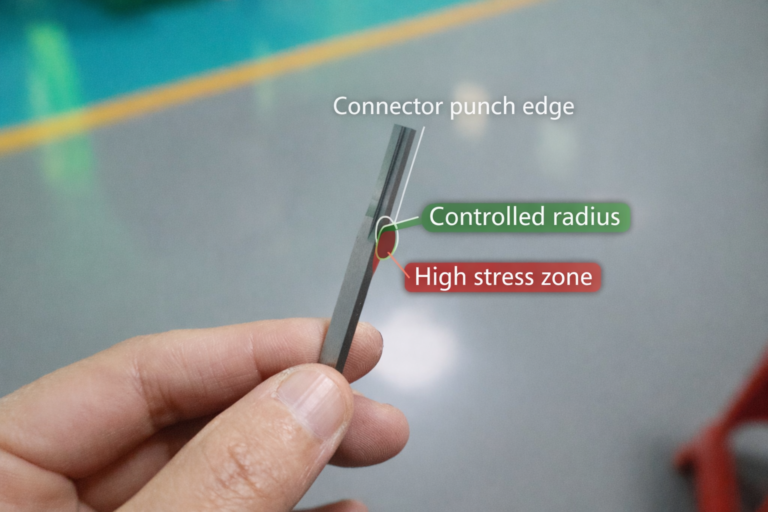
Quando o ângulo de corte parece correto mas a estabilidade da estampagem continua a falhar
Em muitas aplicações de matrizes progressivas, o ângulo de corte é frequentemente tratado como um pormenor secundário - utilizado principalmente para reduzir a força de corte ou prolongar a vida útil da ferramenta. Mas na produção real, o seu impacto vai...
Porque é que alguns processos de estampagem nunca estabilizam totalmente
Alguns processos de estampagem funcionam, mas nunca estabilizam verdadeiramente. Os ajustes podem melhorar o desempenho temporariamente, mas a variação continua a regressar. A qualidade da aresta flutua, o desgaste da ferramenta torna-se irregular e os operadores estão constantemente a fazer correcções. Em muitos...

Variação de rebarbas na estampagem: Porque é que não se trata apenas de um problema de folga
É possível que a folga permaneça inalterada enquanto as condições de rebarba flutuam de estação para estação - ou mesmo ao longo do tempo dentro da mesma corrida. Isto acontece porque a formação de rebarbas é diretamente...

O desgaste do punção não é aleatório: Compreender a distribuição da carga na estampagem
Normalmente indica que a carga não está a entrar em cada punção da mesma forma. Quando o processo de corte começa de forma ligeiramente diferente - mesmo que por uma pequena margem - a distribuição de tensões...
Porque é que a substituição de punções conduz frequentemente a um desempenho inconsistente
A substituição de um punção desgastado é normalmente considerada uma operação de rotina. Mas na estampagem de precisão, muitos engenheiros já passaram por isso: É instalado um novo punção, as dimensões estão dentro da tolerância - mas o desempenho altera-se....