Subcontratante de precisão fiável para oficinas de ferramentas

Estudo de caso: A razão oculta por trás das lascas de metal e do pó da matriz na estampagem de alta velocidade
Nas salas de ferramentas de estampagem de alta velocidade, a resolução de problemas crónicos de defeitos de peças pode ser um processo frustrante. Recentemente, uma oficina de estampagem de precisão contactou a nossa equipa da Hepha Precision relativamente a um problema persistente de acumulação de lascas finas de metal e pó de matriz na sua linha de alta velocidade.
A frustração: Paragens intermináveis da imprensa
Antes de nos contactar, a sua equipa de manutenção tinha tentado todos os passos normais de resolução de problemas. Trocaram o óleo de estampagem, alteraram a tensão da tira de material e estavam literalmente a parar a prensa de hora a hora só para limpar a matriz.
Apesar destes esforços infindáveis, o frustrante pó de metal continuava a regressar, prejudicando a qualidade da superfície dos seus componentes estampados e aumentando as taxas de sucata.
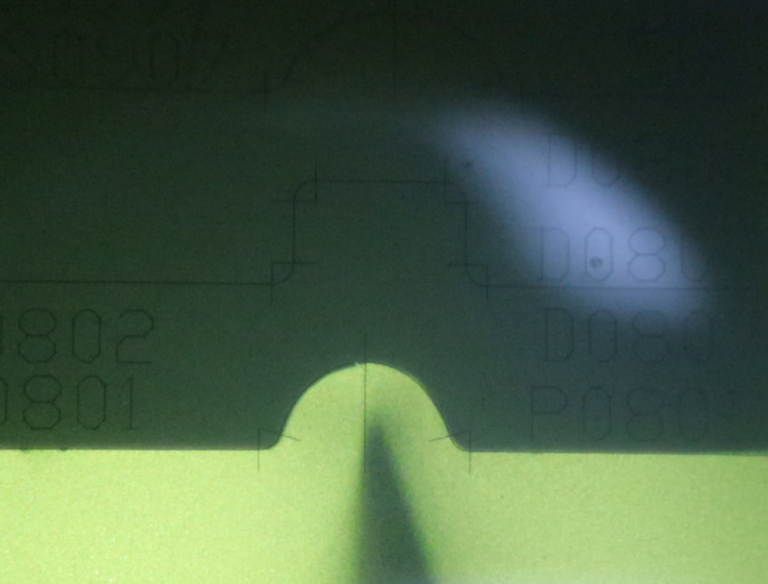
A Inspeção Microscópica: Acabamento da superfície do flanco do punção
Trouxemos os seus punções actuais para o nosso laboratório de testes e inspeccionámos os flancos com um projetor de 50x. A inspeção revelou que a causa principal não eram os parâmetros da prensa, a dureza do material ou o depósito de lubrificação. Era o microacabamento dos lados do punção.
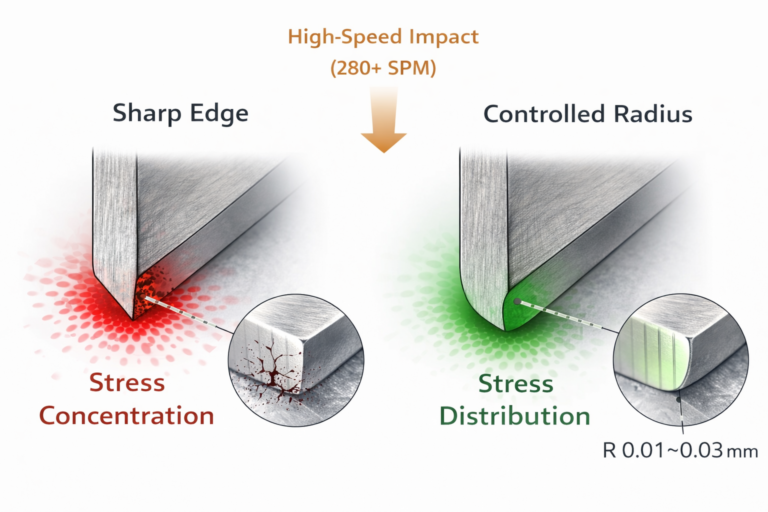
Esta é a realidade mecânica no chão de fábrica: durante a estampagem a alta velocidade e com folga apertada, se os flancos de um punção tiverem marcas microscópicas de retificação da maquinação convencional, essas marcas actuam como uma lima de aço fina. À medida que a ferramenta perfura a tira, “raspa” o material em vez de o cortar de forma limpa. Esta micro-fricção contínua é exatamente a origem das pequenas lascas de metal.

A solução: Passar da tolerância ao acabamento espelhado
Para resolver o problema, a nossa equipa de engenharia produziu um conjunto de substituição de Punções de terra PG. Para este caso específico, a prioridade não era apenas manter a nossa tolerância dimensional padrão e rigorosa de ±0,002 mm - era necessário obter um acabamento espelhado nos flancos da ferramenta.
Quando o lado do punção é liso como vidro, não existe qualquer rugosidade na superfície para “agarrar” ou raspar o material durante o curso. Sem fricção, não há lascas.
O resultado: Funcionamentos limpos e zero poeira
Após a instalação das novas ferramentas retificadas PG, o cliente confirmou que a linha de estampagem finalmente funcionava de forma limpa. A linha tem estado a funcionar continuamente, eliminando completamente a necessidade de paragens de hora a hora da prensa.
Quando a sua sala de ferramentas está a travar uma batalha interminável contra o pó de metal ou as rebarbas iniciais, a solução pode não estar na sua configuração de lubrificação. Muitas vezes, a solução está naqueles micrómetros que faltam no acabamento da sua ferramenta.
Está a lidar com desgaste inexplicável de punções ou rebarbas de peças na sua oficina? Envie uma fotografia nítida das ferramentas gastas ou os desenhos das suas peças para a nossa bancada de engenharia em Hattie@hephaprecision.com. Vejamos em conjunto os pormenores técnicos.