Subcontratista de precisión fiable para talleres de herramientas

Caso práctico: La razón oculta tras las astillas de metal y el polvo de las matrices en el estampado a alta velocidad
En los talleres de estampación de alta velocidad, solucionar los defectos crónicos de las piezas puede ser un proceso frustrante. Recientemente, un taller de estampación de precisión se puso en contacto con nuestro equipo de Hepha Precision por un problema persistente de acumulación de virutas finas de metal y polvo de troquel en su línea de alta velocidad.
La frustración: Interminables cierres de prensa
Antes de ponerse en contacto con nosotros, su equipo de mantenimiento había probado todos los pasos habituales para solucionar problemas. Cambiaron el aceite de estampación, modificaron la tensión de la banda de material y, literalmente, paraban la prensa cada hora para limpiar el troquel.
A pesar de estos interminables esfuerzos, el frustrante polvo metálico volvía una y otra vez, mermando la calidad superficial de sus componentes estampados y aumentando las tasas de desguace.
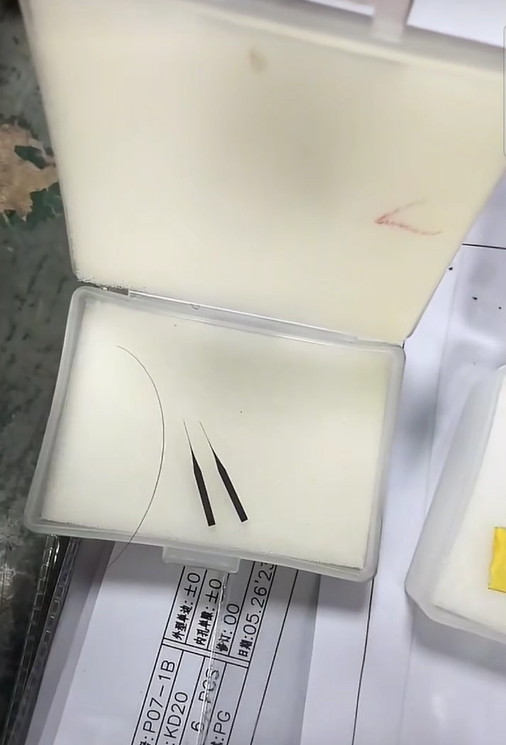
Inspección microscópica: Acabado superficial del flanco del punzón
Llevamos sus punzones actuales a nuestro laboratorio de pruebas e inspeccionamos los flancos bajo un proyector de 50 aumentos. La inspección reveló que la causa principal no eran en absoluto los parámetros de la prensa, la dureza del material o el depósito de lubricante. Era el microacabado de los flancos del punzón.
Ésta es la realidad mecánica en el taller: durante el estampado a alta velocidad y con poca holgura, si los flancos de un punzón llevan marcas de esmerilado, aunque sean microscópicas, del mecanizado convencional, esas marcas actúan como una fina lima de acero. A medida que la herramienta perfora la banda, “afeita” el material en lugar de cortarlo limpiamente. Esta microfricción continua es exactamente donde se originan esas diminutas astillas de metal.

La solución: Pasar de la tolerancia al acabado espejo
Para resolver el problema, nuestro equipo de ingenieros fabricó un juego de repuesto de PG-Punzones de tierra. En este caso concreto, la prioridad no era sólo mantener nuestra estricta tolerancia dimensional estándar de ±0,002 mm, sino lograr un acabado de espejo en los flancos de la herramienta.
Cuando el lado del punzón está rectificado liso como el cristal, no hay ninguna rugosidad superficial que “agarre” o afeite el material durante el golpe. Sin fricción no hay astillas.
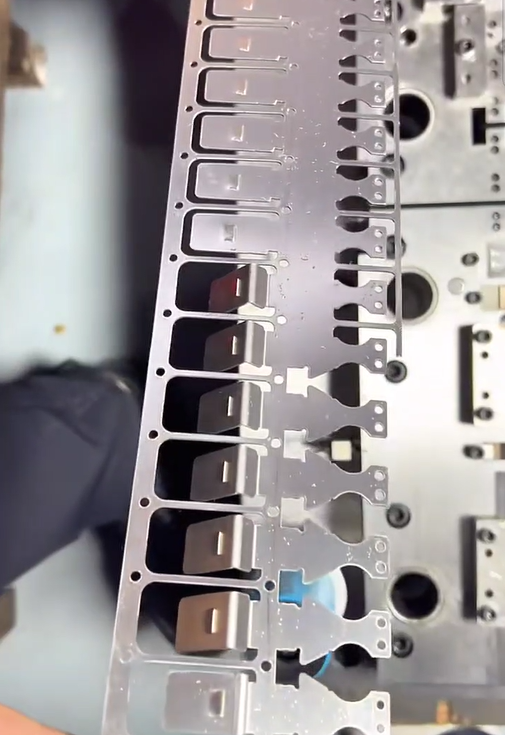
El resultado: Recorridos limpios y cero polvo
Tras la instalación del nuevo utillaje rectificado PG, el cliente confirmó que la línea de estampación funcionaba por fin sin problemas. La línea ha funcionado de forma continua, eliminando por completo la necesidad de paradas horarias de la prensa.
Cuando su taller de herramientas libra una batalla interminable contra el polvo metálico o las rebabas prematuras, es posible que la solución no esté en su sistema de lubricación. A menudo se reduce a esas micras que faltan en el acabado de la herramienta.
¿Se enfrenta en su taller a un desgaste inexplicable de los punzones o a rebabas en las piezas? Envíe una foto clara de las herramientas desgastadas o los planos de sus piezas a nuestro banco de ingeniería en Hattie@hephaprecision.com. Veamos juntos los detalles técnicos.