工具工場向けの信頼できる精密下請業者

ケーススタディ高速プレス加工における金属片と金型ダストの隠れた理由
高速プレス加工の金型工場では、慢性的な部品の欠陥のトラブルシューティングはイライラさせられるプロセスです。最近、ある精密プレス加工工場が、高速ラインに蓄積する微細な金属片と金型粉の持続的な問題について、Hepha Precisionのチームに問い合わせました。.
フラストレーション終わりのない報道閉鎖
当社に連絡する前、同社のメンテナンス・チームは標準的なトラブルシューティングの手順をすべて試していました。スタンピングオイルを交換し、材料ストリップの張力を変更し、文字通り1時間ごとにプレスを止めて金型を拭いていました。.
このような果てしない努力にもかかわらず、イライラさせる金属粉は再発し続け、プレス部品の表面品質を低下させ、スクラップ率を増加させた。.
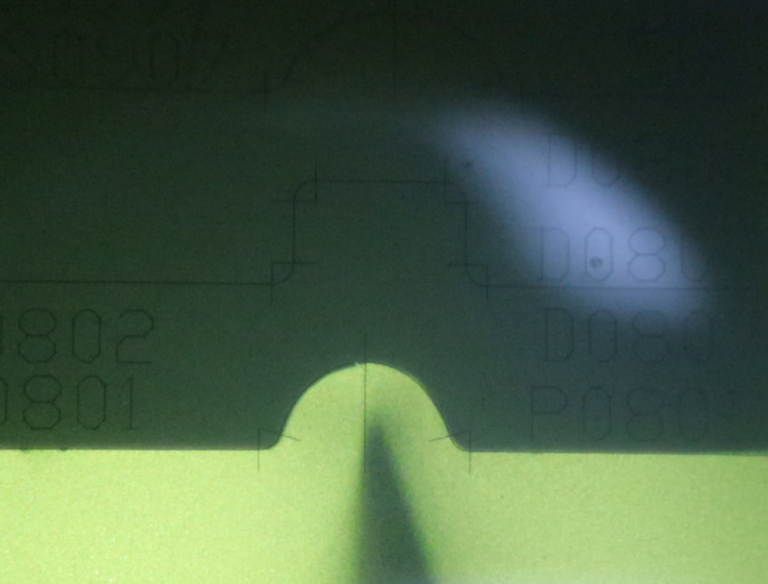
顕微鏡検査パンチフランク面仕上げ
現在使用しているパンチを試験室に持ち込み、50倍の投影機でフランクを検査した。検査の結果、根本的な原因はプレスのパラメーターでも、材料の硬さでも、潤滑タンクでもないことがわかった。パンチ側面の微細仕上げにあったのだ。.
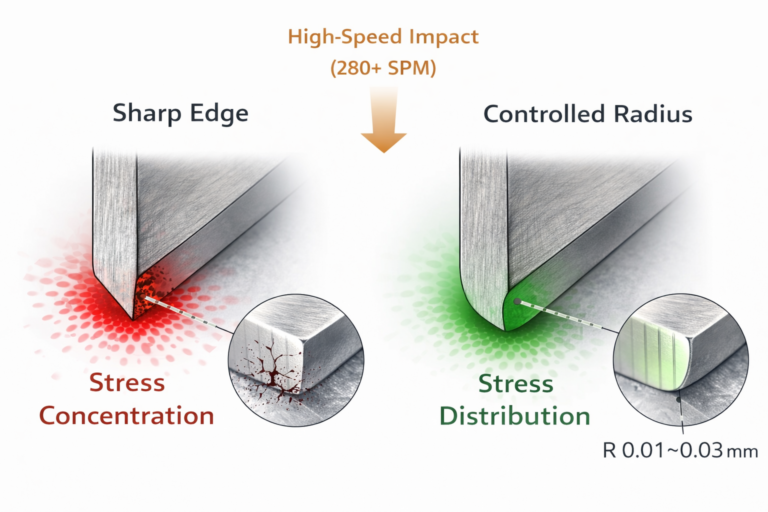
高速で厳しいクリアランスのスタンピングを行う際、パンチの側面に従来の機械加工による微小な研削痕が残っていると、その痕が微細な鋼鉄ヤスリのように作用する。工具がストリップを打ち抜く際、材料はきれいに剪断されるのではなく、「削られる」のだ。この連続的な微小摩擦こそが、微小な金属片の発生源なのである。.

解決策公差から鏡面仕上げへ
この問題を解決するために、私たちのエンジニアリング・チームは交換用の PG-グラウンドパンチ. .この特殊なケースでは、私たちの標準である±0.002mmの厳しい寸法公差を維持することだけが優先事項ではありませんでした。.
パンチ側がガラスのように滑らかに研磨されていると、ストローク中に材料を「つかむ」、あるいは削る表面粗さがゼロになる。摩擦がないということは、スライバーが発生しないということです。.
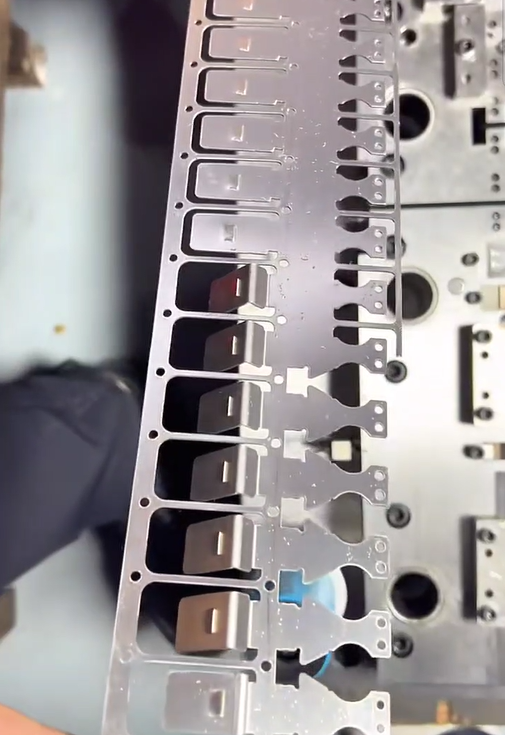
その結果クリーンな走行と粉塵ゼロ
新しいPG研磨金型の設置後、顧客はスタンピング・ラインが最終的にクリーンに稼動することを確認した。ラインは継続的に稼動しており、毎時のプレス停止は完全に必要なくなりました。.
金属粉や初期バリとの果てしない戦いが工具室で繰り広げられている場合、その解決策は潤滑設定にあるのではないかもしれません。多くの場合、工具仕上げ面のミクロン単位の欠落に起因します。.
原因不明のパンチの摩耗や部品のバリでお困りですか? 磨耗した工具の鮮明な写真、または部品の図面を下記までお送りください。 Hattie@hephaprecision.com. .技術的な詳細を一緒に見てみよう。.