工具工場向けの信頼できる精密下請業者

金型インサートで完璧な平行度を達成する方法
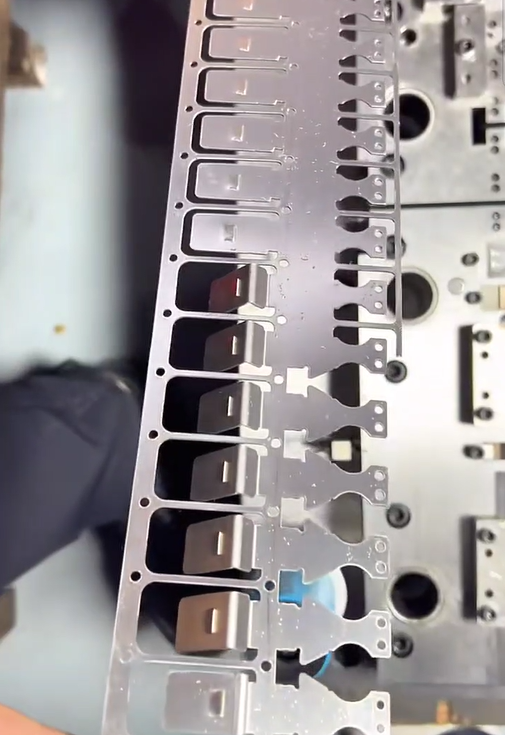
精密金型製造において、金型インサートの完全な平行度を達成することは非常に重要です。金型インサートの平行度のわずかな狂いでも、不均一な摩耗、バリ、不安定な部品品質、工具寿命の低下につながります。公平を期すために、平行度と寸法精度は等しく重要です。.
そこで、次のように説明する。 金型インサートで平行度を達成する方法 を中心に、適切なプロセス選択を通じて この記事の金型用インサートのPG研削.
金型インサートの平行度が重要な理由
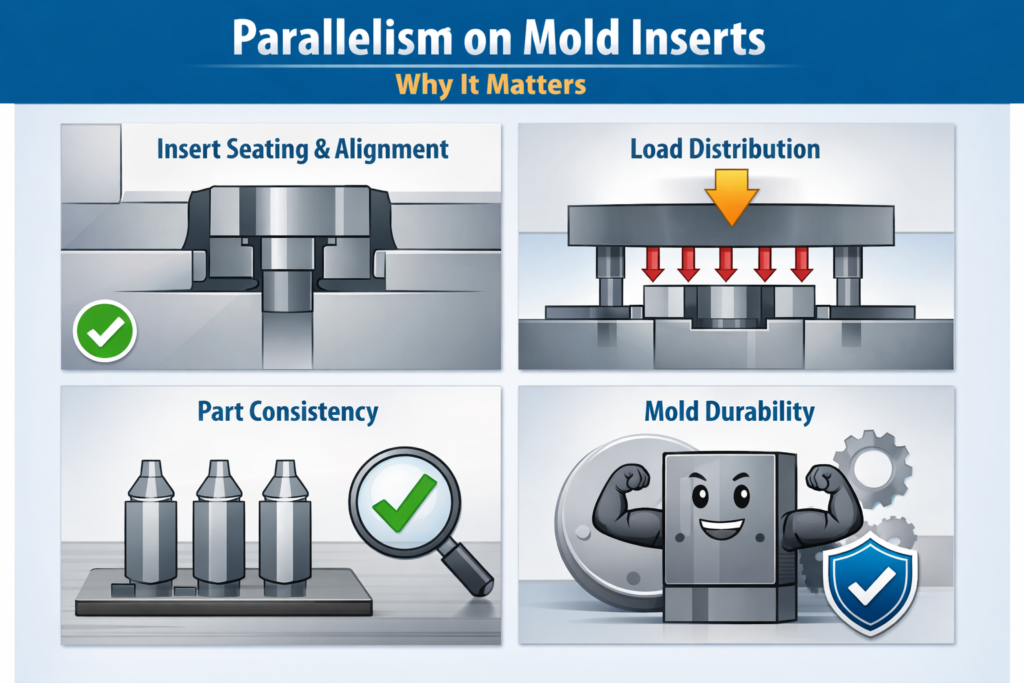
過去の経験から、金型の失敗の多くは寸法が公差から外れているだけでなく、次のような理由もある。 金型製造における平行度制御 が見落とされていた。.
金型インサート平行度エラーの一般的な原因
加工工程を選択する前に、まずインサート平行度の根本原因を理解しよう。
精密金型インサートの材料応力
誤ったデータム戦略
プロセスの限界
金型インサート平行度のためにPG研削を選ぶ理由
金型インサート用PG研削 は、厳密な並列性が必要な場合によく使われる選択である。.
の利点 プロファイル研削金型部品:
適切なセットアップにより、PG研削は一貫して達成することができます。 平行度は±0.001-0.002mm以内。. 理想的なのは 高精度研削サービス.
金型インサートの完全な平行度を達成するためのステップs
1
材料の準備応力除去熱処理の確認
均一な研磨代を残す
2
データムの確立まず一方の基準面を研磨する
すべてのPG研削作業で同じ基準点を使用する。
3
制御されたPG研磨プロセス形状精度のための粗研削
残留応力を解放するための半仕上げ
平行度を固定するための最終仕上げパス
4
温度管理安定したクーラント温度の維持
研削中の過度の発熱を避ける
検査と並列性の検証



金型インサート平行度のためのPG研削とWEDMの比較
| プロセス | 並列処理能力 | 代表的なアプリケーション |
| PG研磨 | ±0.001-0.002 mm | 高精度金型インサート |
| ウェデム | ±0.003-0.005 mm | 複雑なプロファイル |
| CNCフライス加工 | 限定 | 予備加工のみ |
比較する場合 金型用チップのPG研削とWEDMの比較, PG研削は、重要部品に優れた平行度と表面安定性を提供します。.
結論
従って、それを達成するためには 金型インサートの完全な平行度, 正確な機械だけでは十分ではない。また、正しいプロセス、正しいデータム戦略、経験豊富な実行力も必要である。数ある選択肢の中から, PG粉砕は依然として最も信頼できるソリューション にとって 高硬度工具鋼製精密金型インサート
専門的な精密研削サービスは、製造リスクの低減、金型性能の向上、工具寿命の延長に役立ちます。.
プロフェッショナルを選ぶ 精密研削サービス 製造リスクを大幅に低減し、金型性能を向上させ、工具寿命を延ばします。PG研磨が必要な場合 挿入 または パンチ, お気軽にHepha Precisionまでお問い合わせください。.