工具工場向けの信頼できる精密下請業者

金型・プレス金型用精密フィットインサート

金型・プレス金型用精密フィットインサート
正確なフィットと寸法安定性
プレシジョン・フィット・インサートの製造工程
研磨
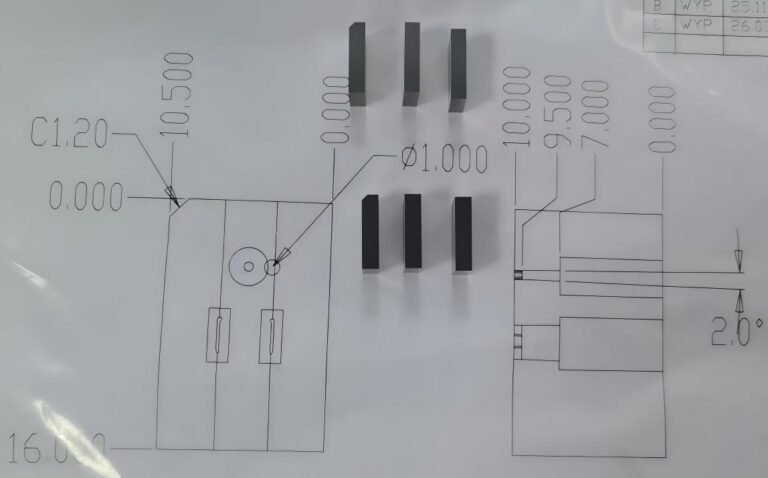
研削中に、チップブランクは、確立するために加工される。 基本形状、基準面、限界寸法. .この工程は、寸法を安定させ、その後の精密機械加工のために部品を加工する。.
② シンカー放電加工機
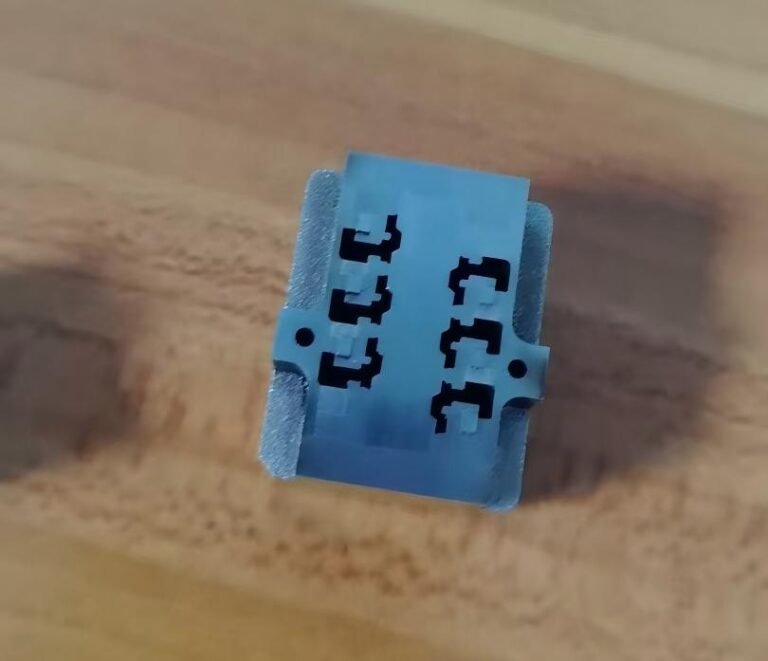
このステップでは、以下を作成する。 複雑な形状、内部形状、非標準プロファイル 従来の研削加工だけでは実現できなかったシンカー放電加工は、高硬度材の正確な材料除去に役立ちます。同時に、幾何学的な完全性を維持するため、精密チップの用途に適しています。.
③ PG研磨
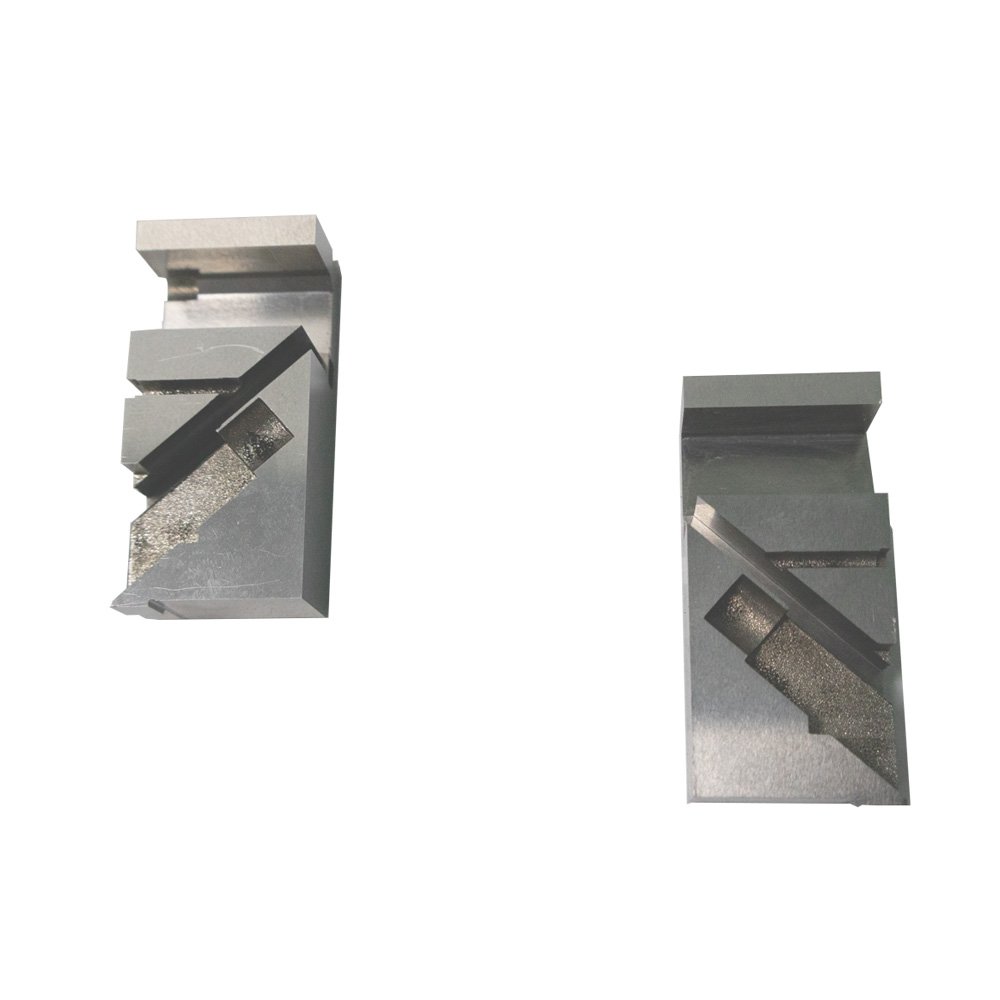
この最終段階では、重要な外形、半径の変化、機能的な表面を仕上げる。. PGプロファイル研削 達成 厳しい公差、一貫したプロファイル精度、滑らかな表面品質。. これらは、金型アセンブリ内での精密な取り付けと安定した動作のために非常に重要である。.
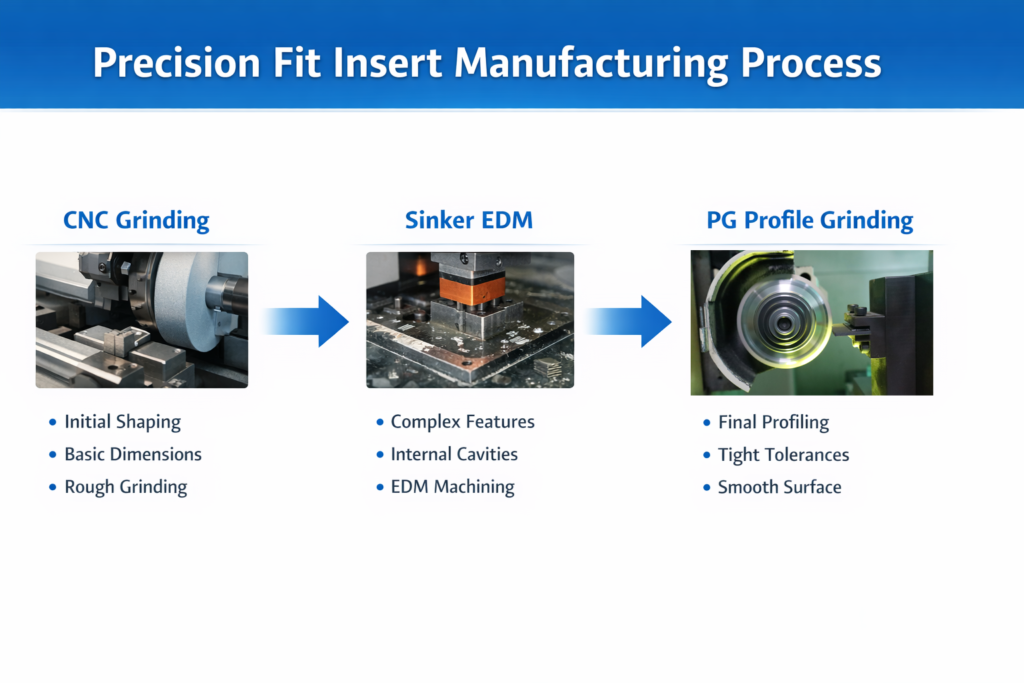
研削+EDM+PG仕上げ により、プレシジョン・フィット・インサートは、信頼性の高い寸法管理、組立調整の軽減、生産時の耐摩耗性の向上を実現します。.
プレシジョン・フィット・インサート - 技術仕様
| 項目 | 仕様 |
| 製品タイプ | プレシジョン・フィット・インサート |
| 製造工程 | 研削 → シンカー放電加工 → PGプロファイル研削 |
| 寸法公差 | 最大±0.001 mm (重要な次元) |
| プロファイルの精度 | PG研削による高精度プロファイル制御 |
| 半径(R)公差 | 図面ごとに管理された一貫した半径 |
| 表面粗さ(Ra) | Ra 0.2 - 0.4 μm (PG仕上げ面) |
| 平坦度/平行度 | ≤ 0.002 mm(サイズとデザインによる) |
| サイズ範囲 | カスタム、非標準インサート対応 |
| 最小フィーチャーサイズ | 設計により、マイクロ機能をサポート |
| 熱処理条件 | 軟質または硬質が選択可能 |
| 検査方法 | 光学検査、精密ゲージ、プロファイル測定 |
| 図面規格 | 顧客図面またはサンプルベースの製造 |
利用可能な素材 金型インサート
| 素材 | 説明 / 用途 |
| SKD11 (D2) | 高い耐摩耗性、スタンピング金型に一般的 |
| DC53 | 靭性と耐摩耗性の向上 |
| SKH51 / M2 | 要求の厳しい用途向けの高速度鋼 |
| SKH9 | 高負荷工具に最適 |
| タングステン鋼(カーバイド)*。 | 特定用途向けの高硬度 |
| 顧客指定工具鋼 | お問い合わせください。 |
*超硬インサートは設計の実現可能性による。.
最終的な仕様は、図面のレビューとアプリケーションの要件に基づいて確認される。.