Subcontratante de precisão fiável para oficinas de ferramentas

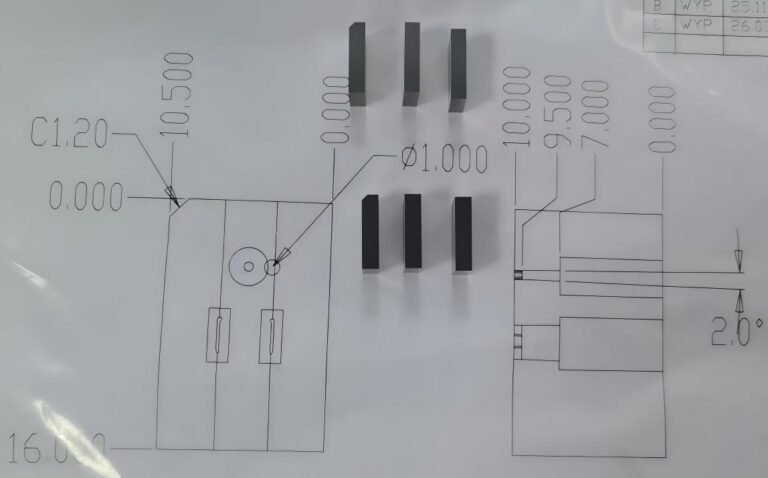
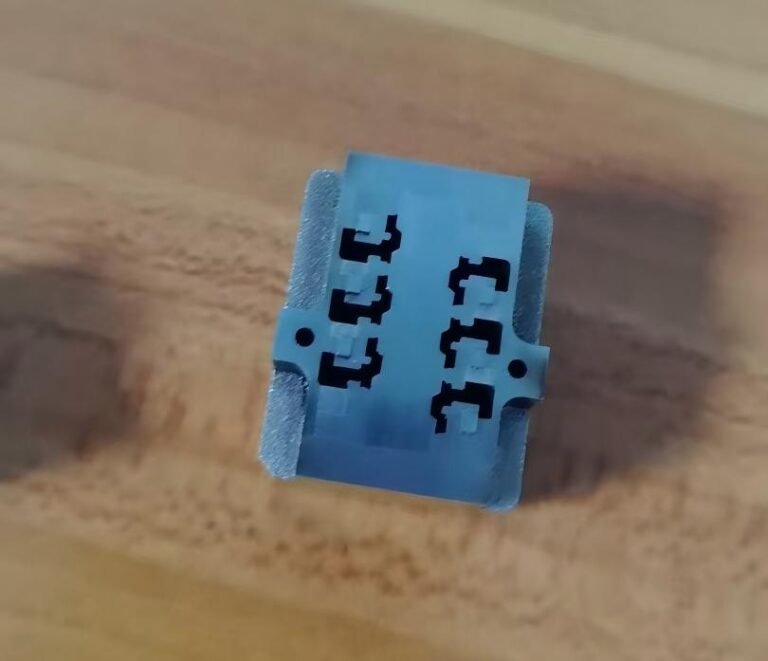
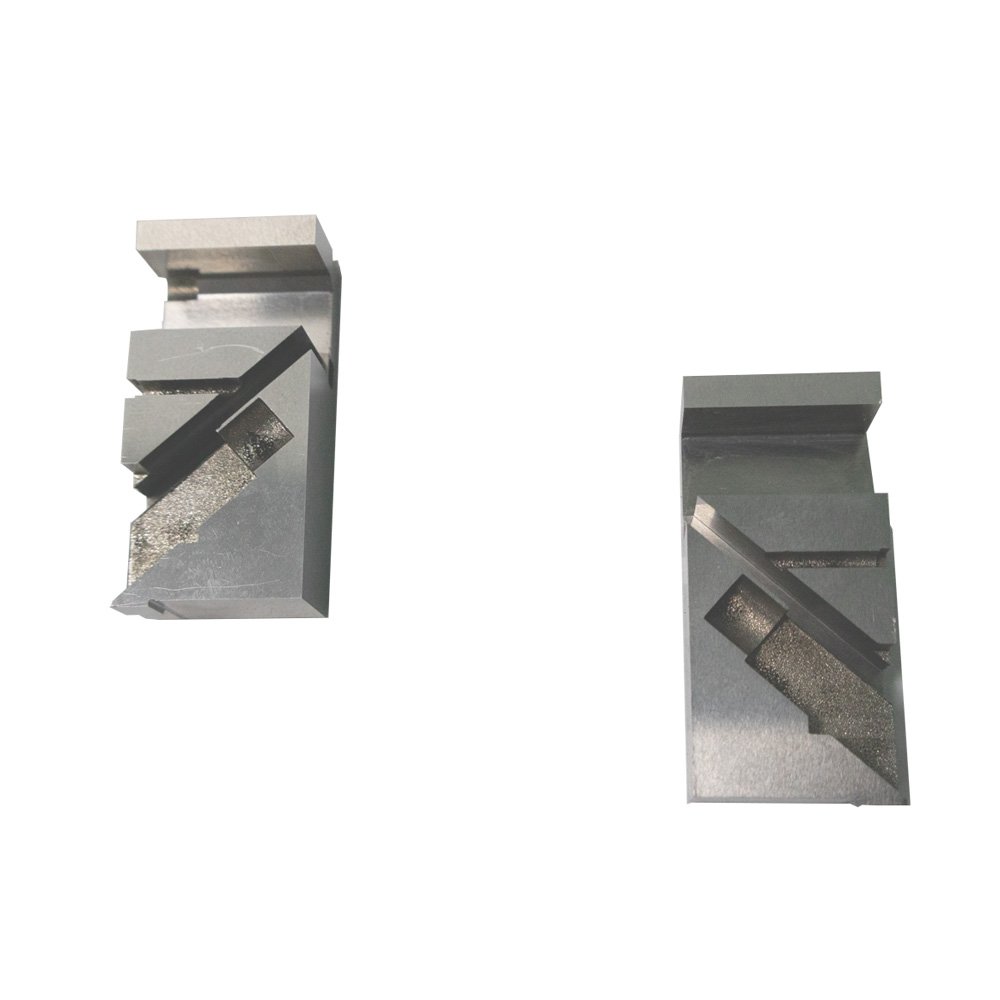
Inserção de ajuste de precisão para aplicações de moldes e matrizes de estampagem

Inserção de ajuste de precisão para aplicações de moldes e matrizes de estampagem
Ajuste exato e estabilidade dimensional
Processo de fabrico do encaixe de precisão
① Retificação
Durante a retificação, a peça em bruto é maquinada para estabelecer a geometria básica, superfícies de referência e dimensões críticas. Esta etapa proporciona estabilidade dimensional e prepara o componente para a maquinação de precisão subsequente.
② EDM de piaçaba
Este passo cria caraterísticas complexas, formas internas ou perfis não normalizados que a retificação convencional não consegue alcançar sozinha. A Sinker EDM pode ajudar a remover material preciso em materiais endurecidos. Ao mesmo tempo, mantém a integridade geométrica, pelo que é adequado para aplicações de inserções de precisão.
③ Retificação PG
Esta fase final termina os perfis externos críticos, as transições de raio e as superfícies funcionais. Retificação de perfis PG alcança tolerâncias apertadas, precisão de perfil consistente e qualidade de superfície suave. Estes são muito importantes para um encaixe preciso e um funcionamento estável no conjunto do molde.
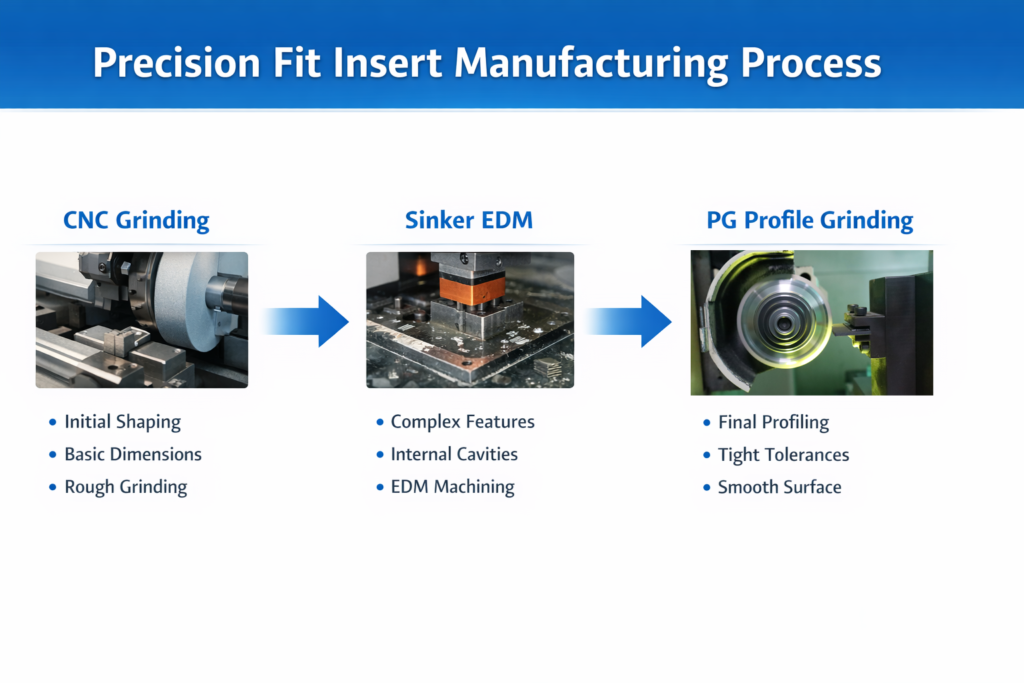
Retificação+EDM+PG Acabamento permite que a pastilha de ajuste de precisão obtenha um controlo dimensional fiável, um ajuste de montagem reduzido e uma melhor resistência ao desgaste durante a produção.
Inserto de encaixe de precisão - Especificações técnicas
| Item | Especificação |
| Tipo de produto | Inserção de ajuste de precisão |
| Processo de fabrico | Retificação → Sinker EDM → Retificação de perfis PG |
| Tolerância dimensional | Até ±0,001 mm (dimensões críticas) |
| Precisão do perfil | Controlo de perfis de alta precisão por retificação PG |
| Raio (R) Tolerância | Raios controlados e consistentes por desenho |
| Rugosidade da superfície (Ra) | Ra 0,2 - 0,4 μm (superfícies acabadas PG) |
| Planura / Paralelismo | ≤ 0,002 mm (dependendo do tamanho e da conceção) |
| Gama de tamanhos | Suporta inserções personalizadas e não normalizadas |
| Tamanho mínimo do elemento | Sujeito a projeto, microcaracterísticas suportadas |
| Condição de tratamento térmico | Disponível em estado macio ou endurecido |
| Método de inspeção | Inspeção ótica, calibres de precisão, medição de perfis |
| Desenho Padrão | Desenho do cliente ou fabrico baseado em amostras |
Materiais disponíveis para Inserções de molde
| Material | Descrição / Aplicação |
| SKD11 (D2) | Alta resistência ao desgaste, comum para matrizes de estampagem |
| DC53 | Dureza e resistência ao desgaste melhoradas |
| SKH51 / M2 | Aço de alta velocidade para aplicações exigentes |
| SKH9 | Adequado para ferramentas de carga elevada |
| Aço de tungsténio (carboneto)* | Elevada dureza para aplicações específicas |
| Aço para ferramentas especificado pelo cliente | Disponível a pedido |
*Inserções de carboneto sujeitas a viabilidade de projeto.
As especificações finais são confirmadas com base na revisão do desenho e nos requisitos da aplicação.