Sous-traitant de précision fiable pour les ateliers d'outillage

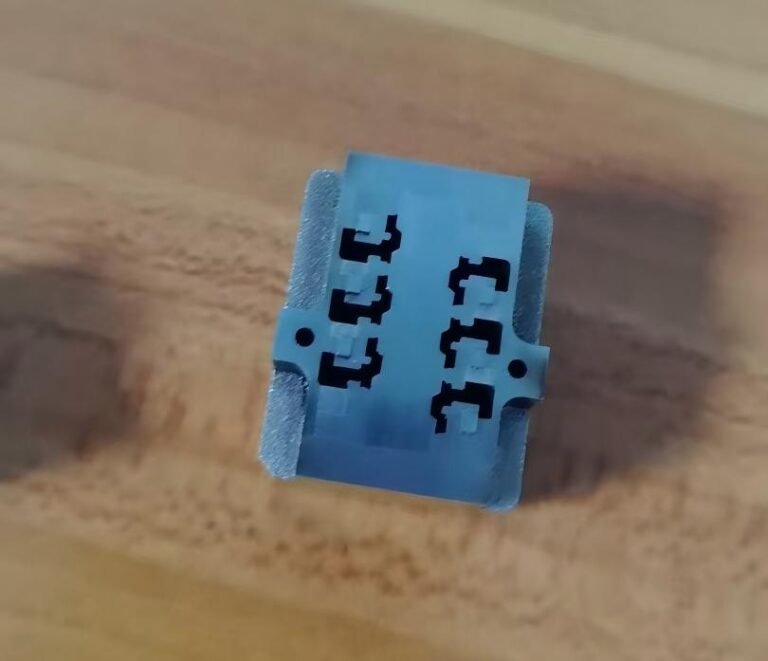
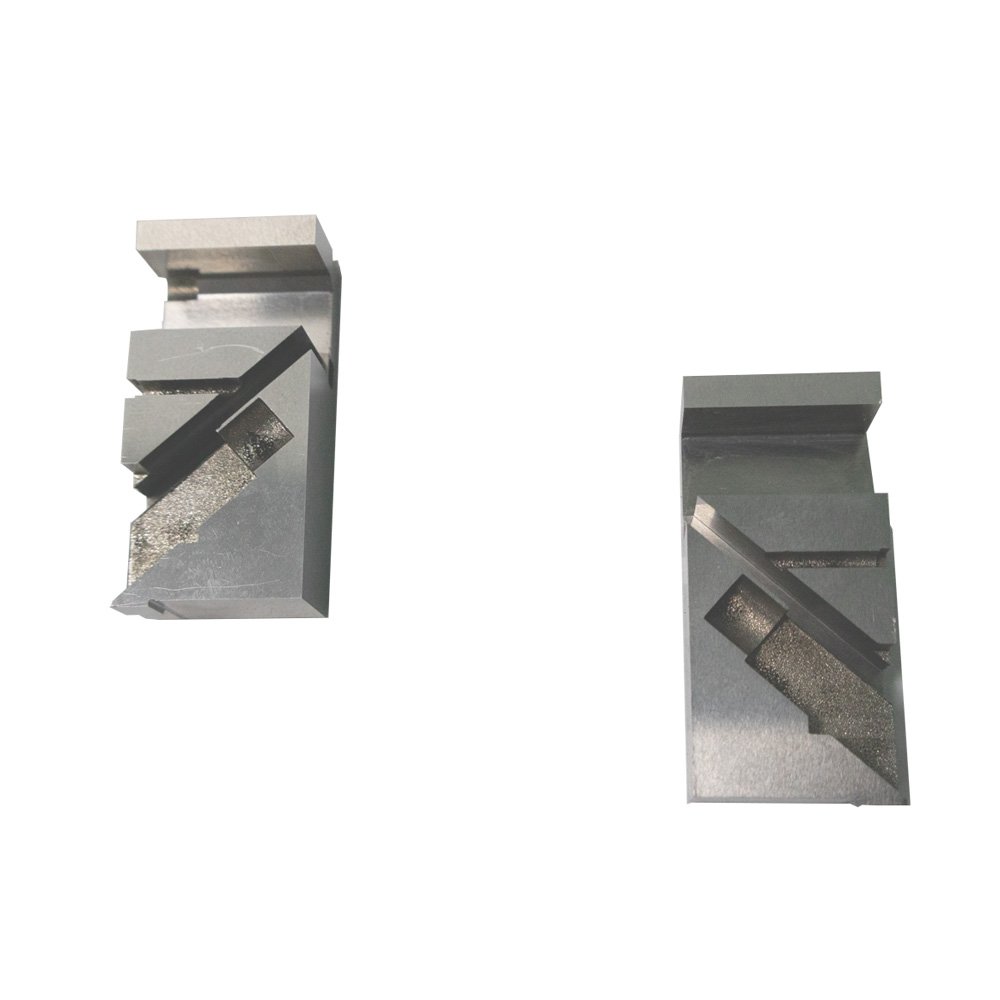
Insert de précision pour les applications de moulage et d'emboutissage

Insert de précision pour les applications de moulage et d'emboutissage
Ajustement précis et stabilité dimensionnelle
Processus de fabrication de l'insert de précision
① Broyage
Pendant le meulage, la plaquette est usinée pour établir la forme de la pièce à usiner. géométrie de base, surfaces de référence et dimensions critiques. Cette étape assure la stabilité dimensionnelle et prépare le composant à un usinage de précision ultérieur.
② EDM par immersion
Cette étape permet de créer des caractéristiques complexes, des formes internes ou des profils non standard que la rectification conventionnelle ne peut pas réaliser seule. L'électroérosion par enfonçage peut contribuer à l'enlèvement de matière précis dans les matériaux trempés. En même temps, elle maintient l'intégrité géométrique et convient donc aux applications de plaquettes de précision.
③ Broyage PG
Cette dernière étape permet de finir les profils extérieurs critiques, les transitions de rayon et les surfaces fonctionnelles. Meulage du profil PG réalise des tolérances serrées, une précision constante des profils et une qualité de surface lisse. Ces éléments sont très importants pour la précision de l'ajustement et la stabilité du fonctionnement au sein de l'assemblage du moule.
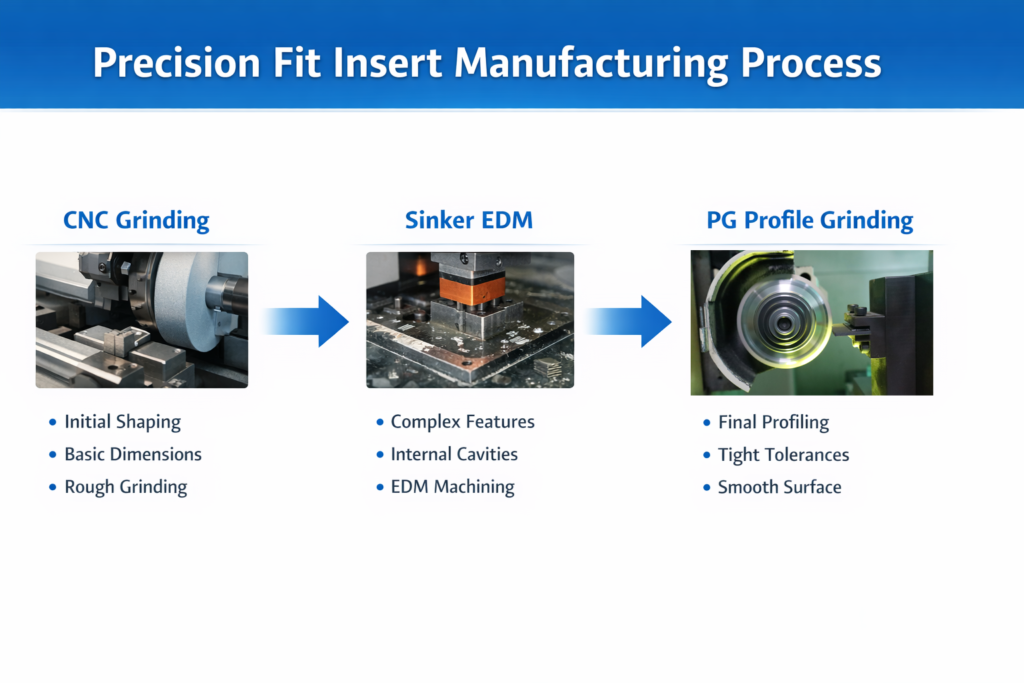
Rectification+EDM+PG Finition permet à l'insert de précision d'assurer un contrôle dimensionnel fiable, de réduire les ajustements d'assemblage et d'améliorer la résistance à l'usure pendant la production.
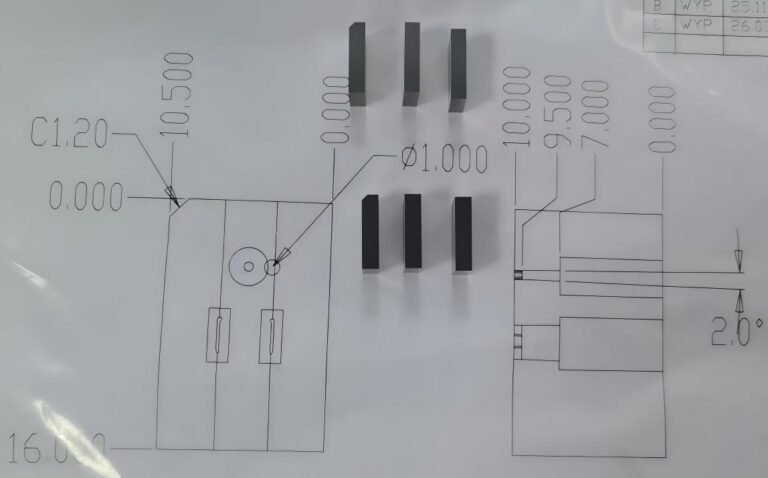
Insert de précision - Spécifications techniques
| Objet | Spécifications |
| Type de produit | Insert de précision |
| Processus de fabrication | Meulage → Electroérosion par enfonçage → Meulage de profil PG |
| Tolérance dimensionnelle | Jusqu'à ±0,001 mm (dimensions critiques) |
| Précision du profil | Contrôle de profil de haute précision par rectification PG |
| Rayon (R) Tolérance | Rayons contrôlés et cohérents par dessin |
| Rugosité de la surface (Ra) | Ra 0,2 - 0,4 μm (surfaces finies PG) |
| Planéité / Parallélisme | ≤ 0,002 mm (en fonction de la taille et de la conception) |
| Gamme de tailles | Prise en charge des inserts personnalisés et non standard |
| Taille minimale de l'objet | Sous réserve de la conception, les microcaractéristiques sont prises en charge |
| Condition de traitement thermique | Disponible en version souple ou durcie |
| Méthode d'inspection | Inspection optique, jauges de précision, mesure de profil |
| Dessin standard | Dessin du client ou fabrication à partir d'échantillons |
Matériel disponible pour Inserts pour moules
| Matériau | Description / Application |
| SKD11 (D2) | Haute résistance à l'usure, courante pour les matrices d'emboutissage |
| DC53 | Ténacité et résistance à l'usure améliorées |
| SKH51 / M2 | Acier rapide pour applications exigeantes |
| SKH9 | Convient pour les outils à forte charge |
| Acier au tungstène (carbure)* | Dureté élevée pour des applications spécifiques |
| Acier à outils spécifié par le client | Disponible sur demande |
*Les inserts en carbure sont soumis à la faisabilité de la conception.
Les spécifications finales sont confirmées sur la base de l'examen des dessins et des exigences de l'application.