Reliable Precision Subcontractor for Tool Shops

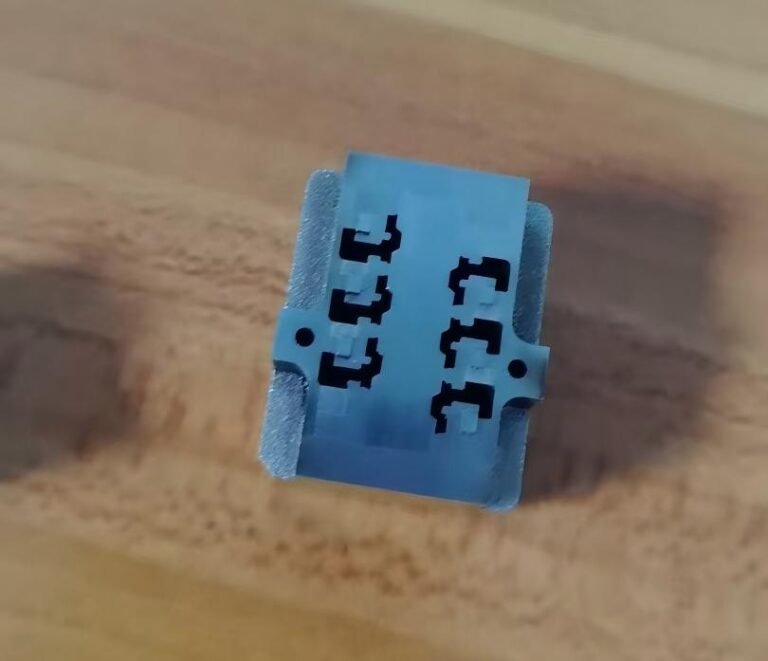
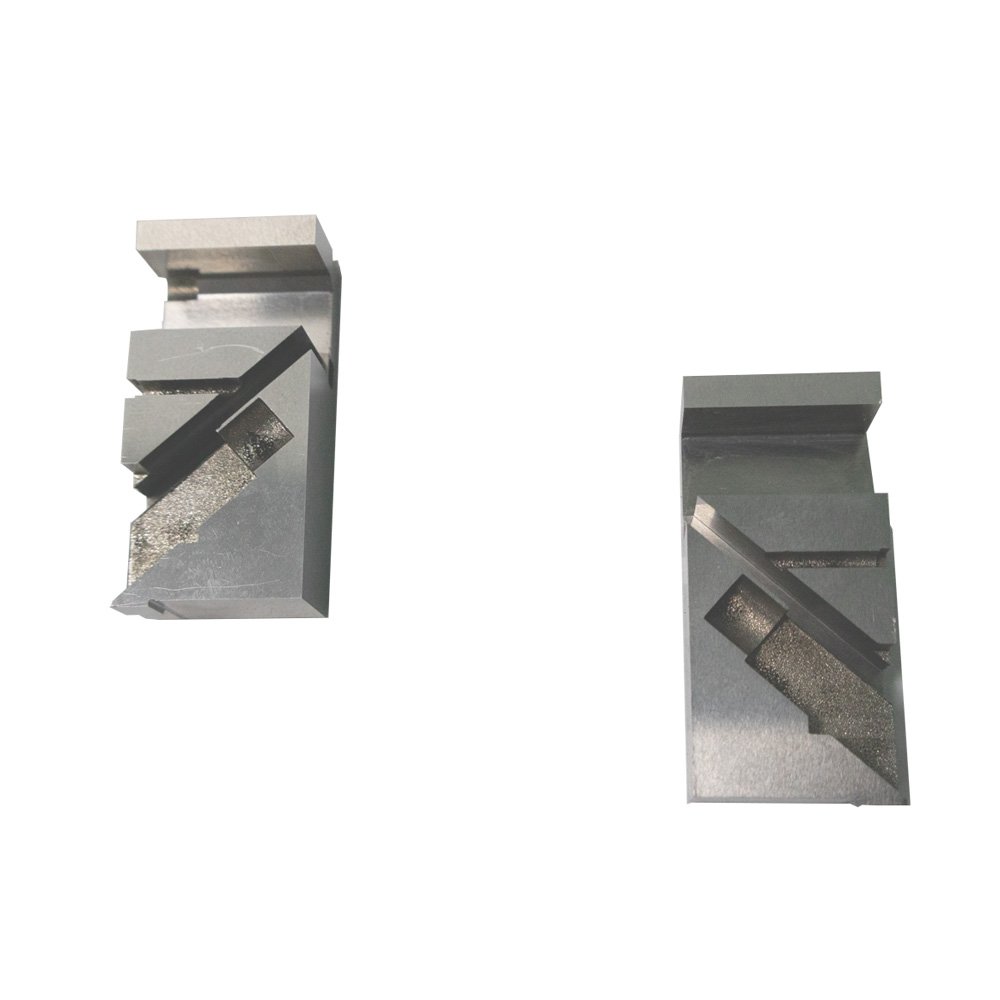
Precision Fit Insert for Mold and Stamping Die Applications

Precision Fit Insert for Mold and Stamping Die Applications
Accurate Fit and Dimensional Stability
Manufacturing Process of Precision Fit Insert
① Grinding
During grinding, insert blank is machined to establish the basic geometry, reference surfaces, and critical dimensions. This step provides dimensional stability and works out the component for subsequent precision machining.
② Sinker EDM
This step creates complex features, internal shapes, or non-standard profiles that conventional grinding cannot be achieve alone. Sinker EDM can help removal accurate material in hardened materials. At the same time, it maintains geometric integrity, and thus is suitable for applications of precision inserts.
③ PG Grinding
This final stage finish critical external profiles, radius transitions, and functional surfaces. PG profile grinding achieves tight tolerances, consistent profile accuracy, and smooth surface quality. These are very important for precision fitting and stable operation within the mold assembly.
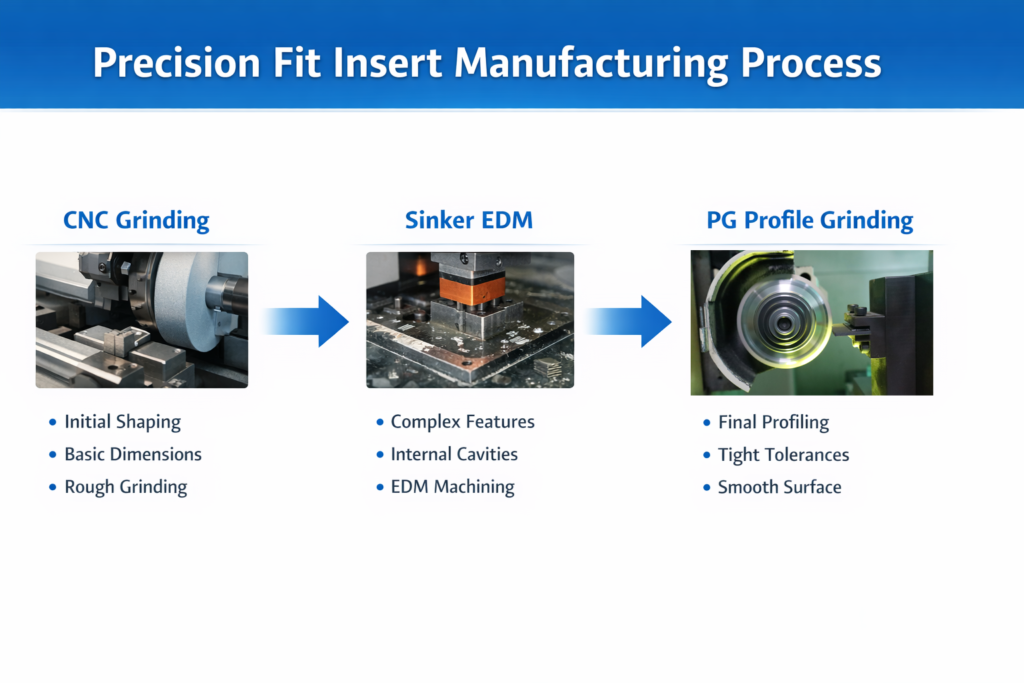
Grinding+EDM+PG Finishing allows the Precision Fit Insert to achieve reliable dimensional control, reduced assembly adjustment, and improved wear resistance during production.
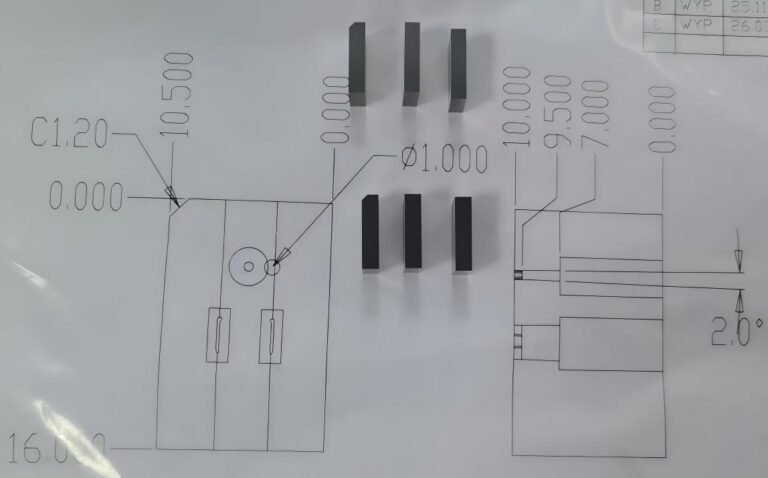
Precision Fit Insert – Technical Specifications
| Item | Specification |
| Product Type | Precision Fit Insert |
| Manufacturing Process | Grinding → Sinker EDM → PG Profile Grinding |
| Dimensional Tolerance | Up to ±0.001 mm (critical dimensions) |
| Profile Accuracy | High-precision profile control by PG grinding |
| Radius (R) Tolerance | Controlled and consistent radii per drawing |
| Surface Roughness (Ra) | Ra 0.2 – 0.4 μm (PG finished surfaces) |
| Flatness / Parallelism | ≤ 0.002 mm (depending on size & design) |
| Size Range | Custom, non-standard inserts supported |
| Minimum Feature Size | Subject to design, micro features supported |
| Heat Treatment Condition | Soft or hardened condition available |
| Inspection Method | Optical inspection, precision gauges, profile measurement |
| Drawing Standard | Customer drawing or sample-based manufacturing |
Available Materials for Mold Inserts
| Material | Description / Application |
| SKD11 (D2) | High wear resistance, common for stamping dies |
| DC53 | Improved toughness and wear resistance |
| SKH51 / M2 | High-speed steel for demanding applications |
| SKH9 | Suitable for high-load tooling |
| Tungsten Steel (Carbide)* | High hardness for specific applications |
| Customer-Specified Tool Steel | Available upon request |
*Carbide inserts subject to design feasibility.
Final specifications are confirmed based on drawing review and application requirements.