Reliable Precision Subcontractor for Tool Shops

Precision Machining Articles

Why Connector Tooling Has Become More Demanding Even When Drawings Haven’t Changed
Over the years, one thing has become increasingly noticeable in connector tooling work: The drawings often look almost the same as they did years ago. The dimensions, the basic geometry, even the…

Carbide Grade Selection for Stamping Dies: Follow the Print or Evaluate Alternatives?
Selecting the right carbide grade is one of the most important decisions in precision stamping tooling. The wrong grade can lead to premature wear, edge chipping, unexpected downtime, and increased maintenance costs.…
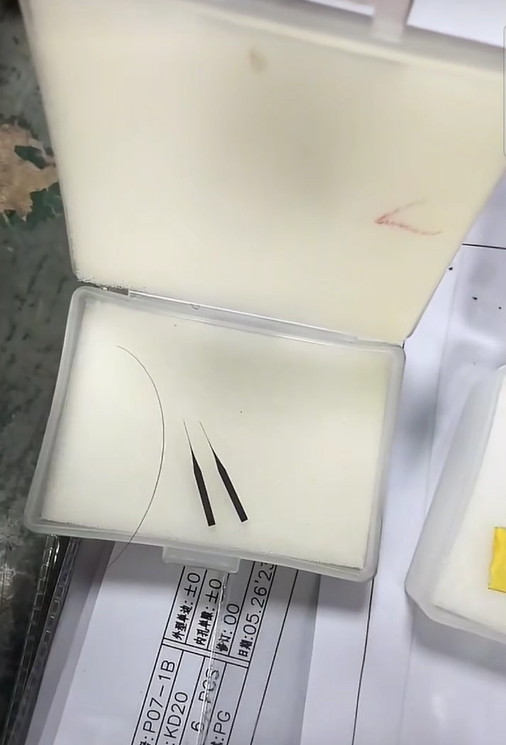
The Fragile Reality of ±0.002mm Batch Consistency in Micro Punch Grinding
A sudden cough, an extra gust of AC air, or a tiny temperature fluctuation—in the world of micro punch grinding, that is all it takes to turn an expensive piece of Tungsten…
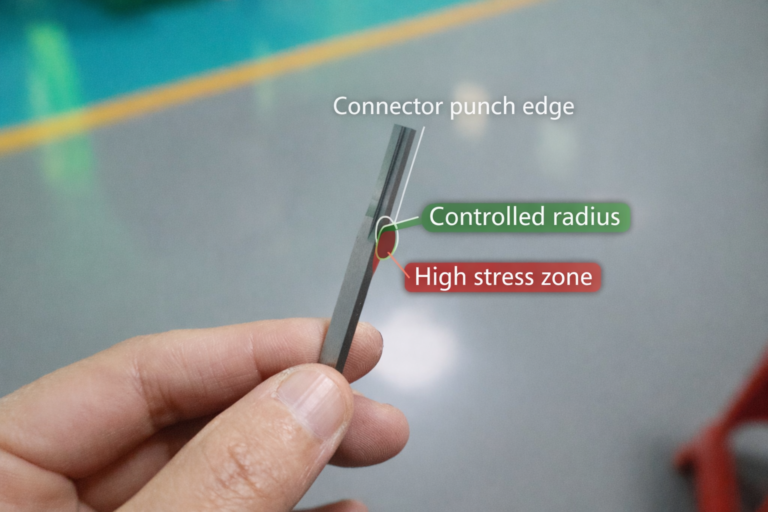
Case Study: The Hidden Reason Behind Metal Slivers and Die Dust in High-Speed Stamping
We brought their current punches into our testing lab and inspected the flanks under a 50x projector. The inspection revealed that the root cause wasn’t the press parameters, material hardness, or lubrication…

Why Precision PG Grinding is the Only Way to Offset Rising Carbide Costs
In the current manufacturing landscape, Tungsten Carbide is no longer just a raw material—it is a significant capital investment. With prices steadily climbing, treat every carbide punch and insert as a high-value…

What If Tooling Material Is Not Available?
Material availability issues are quite common in tooling projects. Drawings may specify certain grades that are difficult to source locally, have long lead times, or are no longer widely used. This is…
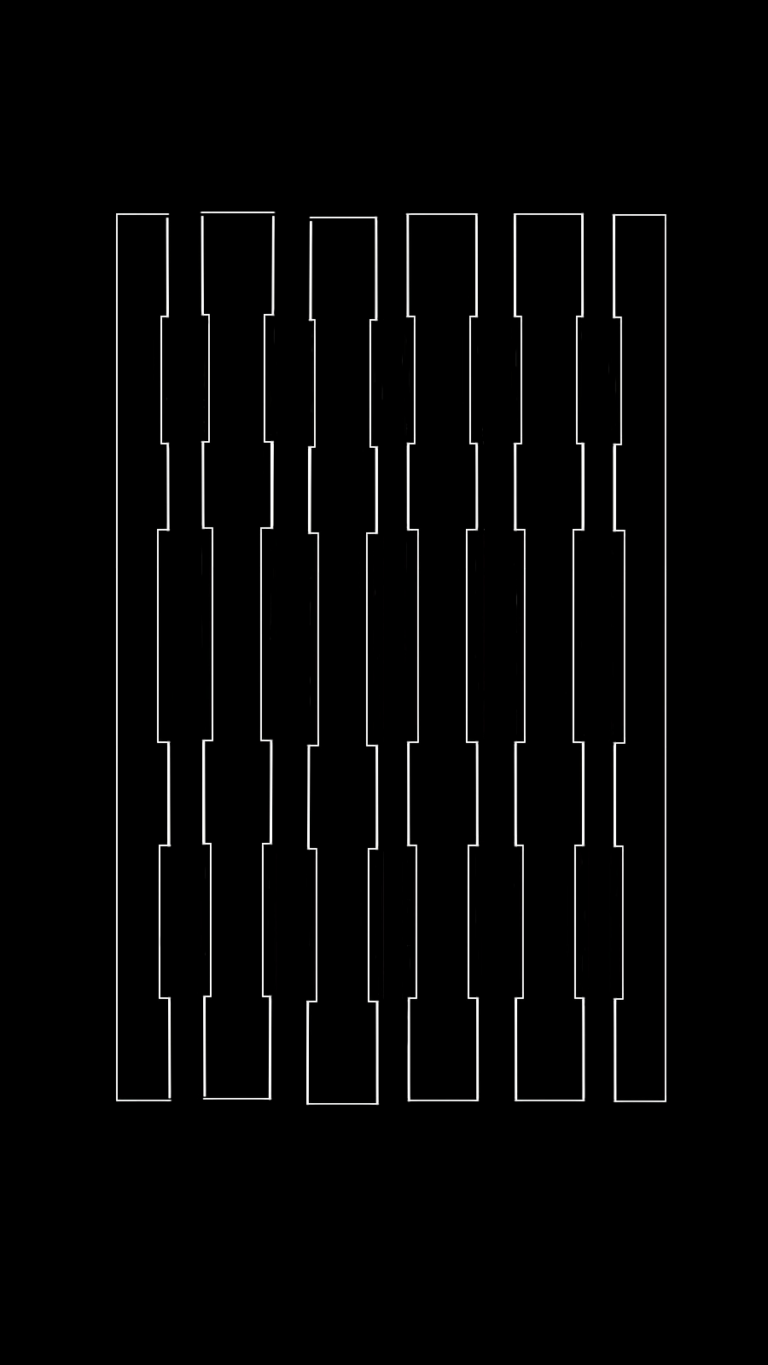
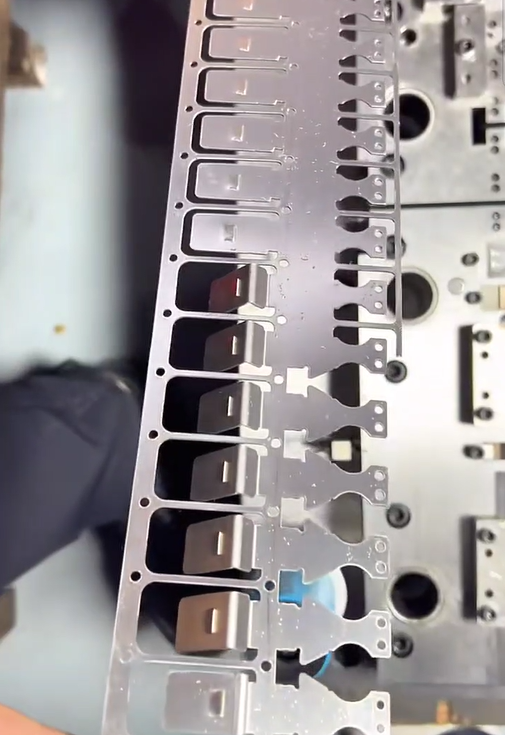
Segmented Tooling Design vs Wire EDM: How PG Grinding Reduces Cost
This results in: Segmented tooling design offers a different approach. Instead of manufacturing a component as a single unit, the structure is divided into multiple functional segments. Each segment can be individually…
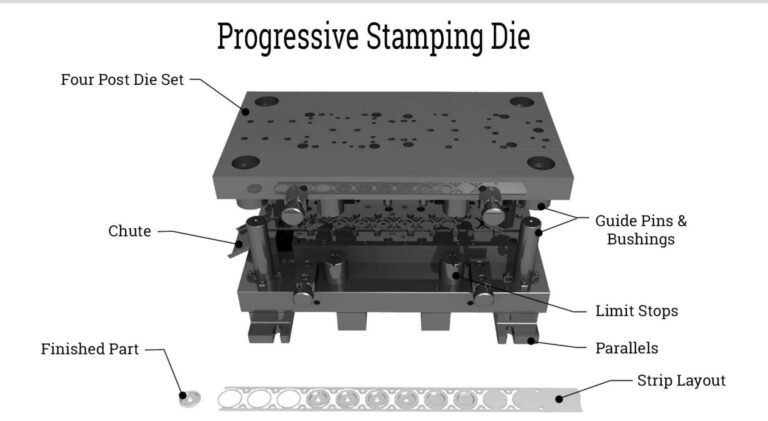
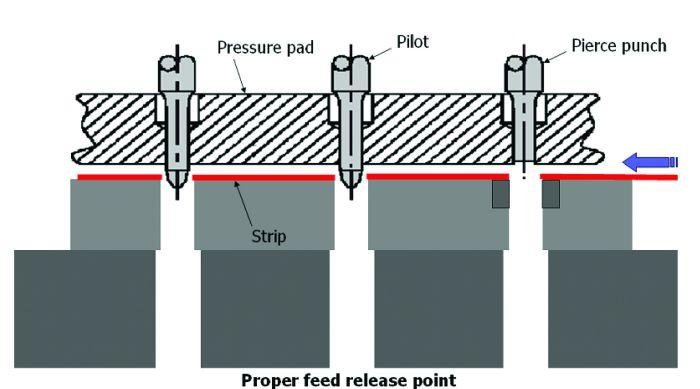
When Shear Angle Looks Right but Stamping Stability Still Fails
In many progressive die applications, shear angle is often treated as a secondary detail — mainly used to reduce cutting force or extend tool life. But in real production, its impact goes…
Why Some Stamping Processes Never Fully Stabilize
Some stamping processes run, but never truly stabilize. Adjustments can improve performance temporarily, but variation keeps returning. Edge quality fluctuates, tool wear becomes uneven, and operators are constantly making corrections. In many…

Burr Variation in Stamping: Why It’s Not Just a Clearance Issue
It is possible for clearance to remain unchanged while burr conditions fluctuate from station to station — or even over time within the same run. This happens because burr formation is directly…

Punch Wear Is Not Random: Understanding Load Distribution in Stamping
It usually indicates that the load is not entering each punch in the same way. When the cutting process begins slightly differently — even by a small margin — the stress distribution…
Why Punch Replacement Often Leads to Inconsistent Performance
Replacing a worn punch is usually considered a routine operation. But in precision stamping, many engineers have experienced this: A new punch is installed, dimensions are within tolerance — yet performance changes.…