Subcontratista de precisión fiable para talleres de herramientas

Artículos sobre mecanizado de precisión

Por qué el diseño de conectores se ha vuelto más complejo, aunque los planos no hayan cambiado
Con el paso de los años, hay algo que se ha ido haciendo cada vez más evidente en el trabajo con utillaje para conectores: los planos suelen ser prácticamente iguales a los de hace años. Las dimensiones, la geometría básica, incluso el…

Selección del tipo de carburo para matrices de estampación: ¿seguir las especificaciones del plano o valorar alternativas?
Selecting the right carbide grade is one of the most important decisions in precision stamping tooling. The wrong grade can lead to premature wear, edge chipping, unexpected downtime, and increased maintenance costs.…
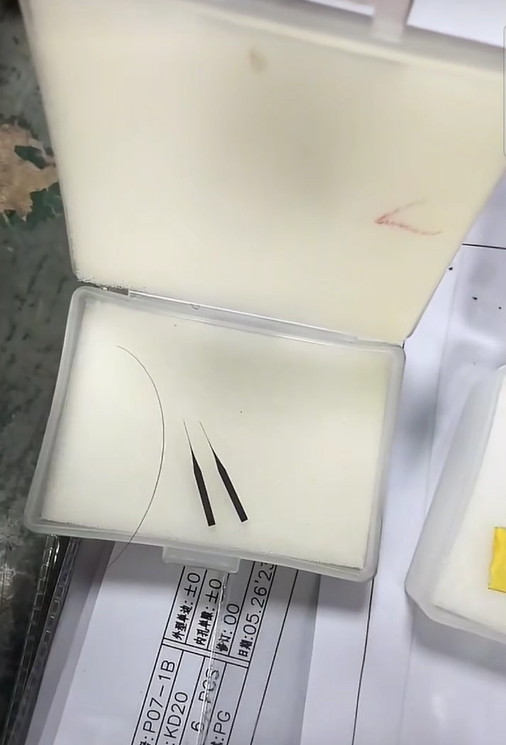
La frágil realidad de la uniformidad de lote de ±0,002 mm en el rectificado de micropunzones
Una tos repentina, una ráfaga extra de aire del aire acondicionado o una mínima variación de temperatura: en el mundo del rectificado con microperforador, eso es todo lo que hace falta para convertir una costosa pieza de tungsteno…
Caso práctico: La razón oculta tras las astillas de metal y el polvo de las matrices en el estampado a alta velocidad
Llevamos sus punzones actuales a nuestro laboratorio de pruebas e inspeccionamos los flancos bajo un proyector de 50 aumentos. La inspección reveló que la causa principal no eran los parámetros de la prensa, la dureza del material o la lubricación...

Por qué el rectificado PG de precisión es la única forma de compensar el aumento de los costes del metal duro
En el panorama actual de la fabricación, el carburo de tungsteno ya no es sólo una materia prima, sino una importante inversión de capital. Con unos precios en constante aumento, cada punzón e inserto de metal duro...

¿Qué ocurre si no se dispone de material de utillaje?
Los problemas de disponibilidad de materiales son bastante comunes en los proyectos de utillaje. Los planos pueden especificar ciertas calidades que son difíciles de conseguir localmente, tienen largos plazos de entrega o ya no se utilizan. Esto es...
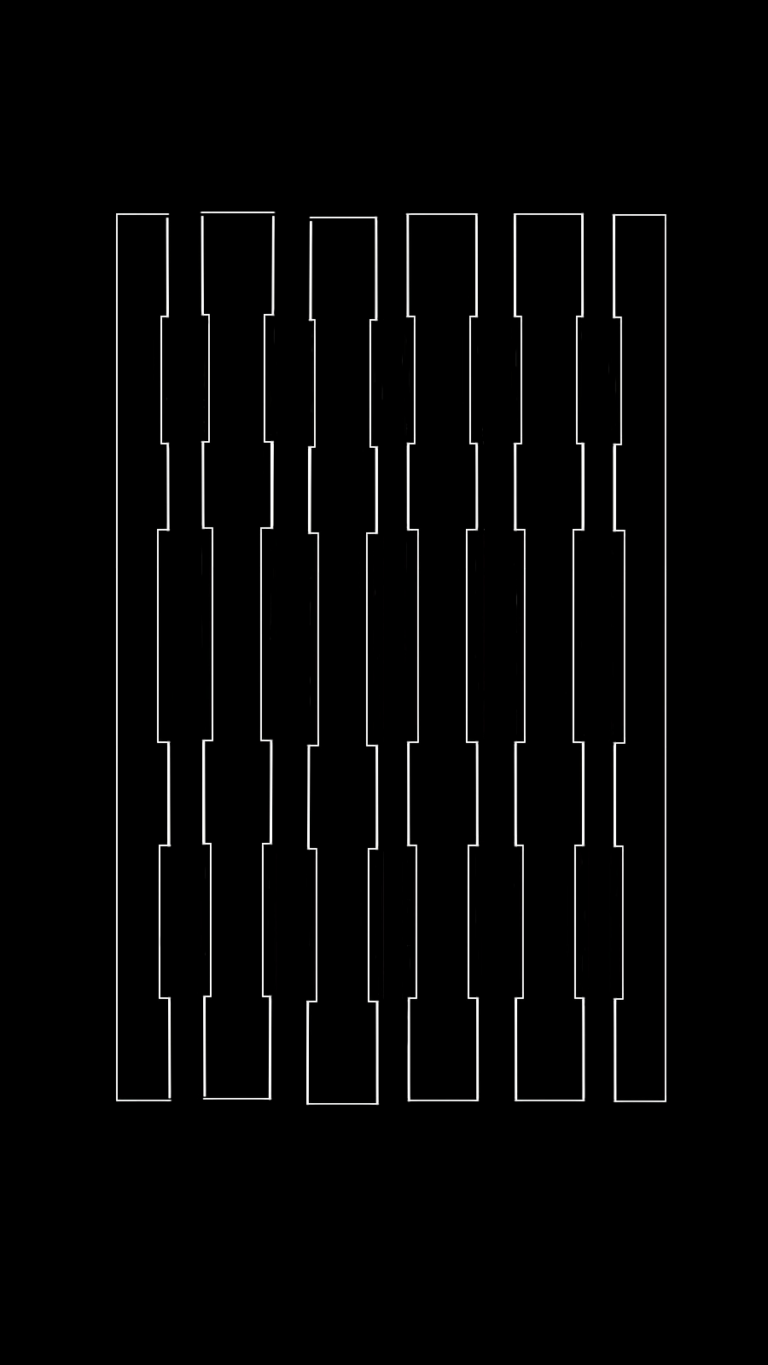
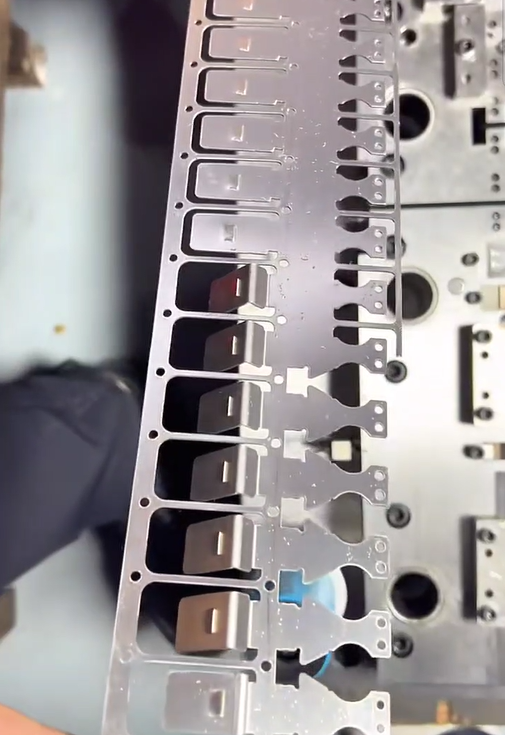
Diseño de herramientas segmentadas frente a electroerosión por hilo: cómo el rectificado PG reduce costes
El resultado es: El diseño de utillaje segmentado ofrece un enfoque diferente. En lugar de fabricar un componente como una sola unidad, la estructura se divide en múltiples segmentos funcionales. Cada segmento puede...
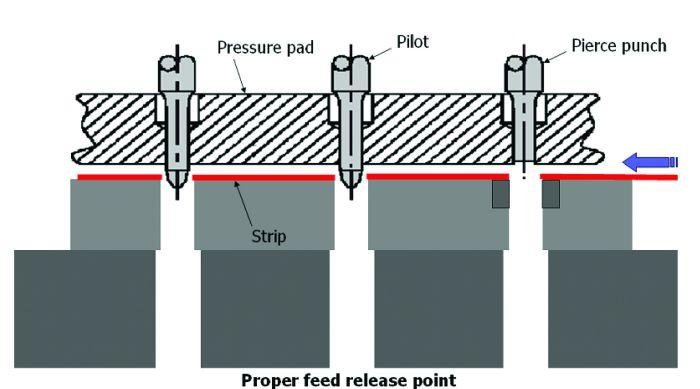
Cuando el ángulo de cizalladura parece correcto pero la estabilidad de la estampación sigue fallando
En muchas aplicaciones de troqueles progresivos, el ángulo de corte suele tratarse como un detalle secundario, utilizado principalmente para reducir la fuerza de corte o prolongar la vida útil de la herramienta. Pero en la producción real, su impacto va...
Por qué algunos procesos de estampación nunca se estabilizan del todo
Algunos procesos de estampación funcionan, pero nunca se estabilizan realmente. Los ajustes pueden mejorar el rendimiento temporalmente, pero las variaciones vuelven a aparecer. La calidad de los cantos fluctúa, el desgaste de las herramientas se vuelve irregular y los operarios están constantemente haciendo correcciones. En muchos...

Variación de rebabas en el estampado: Por qué no es sólo un problema de holgura
Es posible que la holgura permanezca invariable mientras que las condiciones de las rebabas fluctúan de una estación a otra, o incluso a lo largo del tiempo dentro del mismo recorrido. Esto ocurre porque la formación de rebabas está directamente...

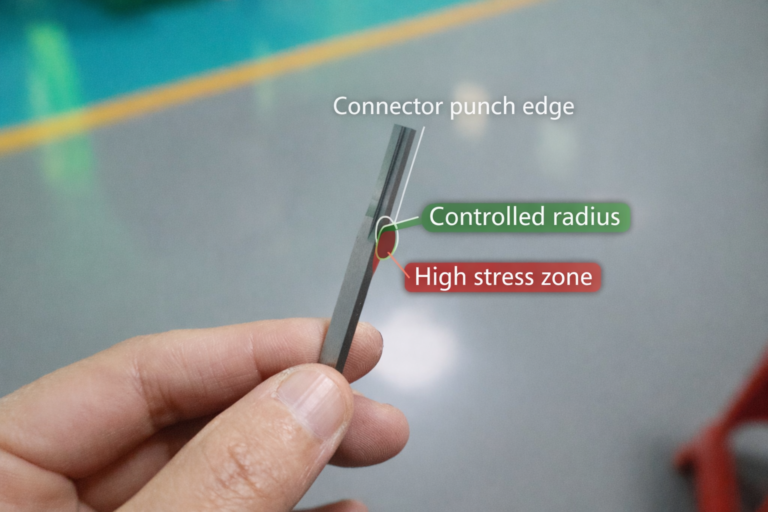
El desgaste del punzón no es aleatorio: Comprender la distribución de cargas en estampación
Suele indicar que la carga no entra de la misma manera en cada punzón. Cuando el proceso de corte comienza de forma ligeramente diferente -incluso por un pequeño margen-, la distribución de la tensión...
Por qué la sustitución de punzones suele dar lugar a un rendimiento incoherente
Sustituir un punzón desgastado suele considerarse una operación rutinaria. Pero en el estampado de precisión, muchos ingenieros lo han experimentado: Se instala un nuevo punzón, las dimensiones están dentro de la tolerancia, pero el rendimiento cambia....