Subcontratista de precisión fiable para talleres de herramientas

Variación de rebabas en el estampado: Por qué no es sólo un problema de holgura
Cuando la altura de la rebaba no es constante, la primera reacción suele ser ajustar la holgura.
Y en algunos casos, eso funciona.
Sin embargo, en los procesos de troquelado progresivo, la variación de las rebabas suele apuntar a un problema más profundo.

Es posible que la holgura permanezca invariable mientras que las condiciones de las rebabas fluctúan de una estación a otra, o incluso a lo largo del tiempo dentro de la misma tirada.
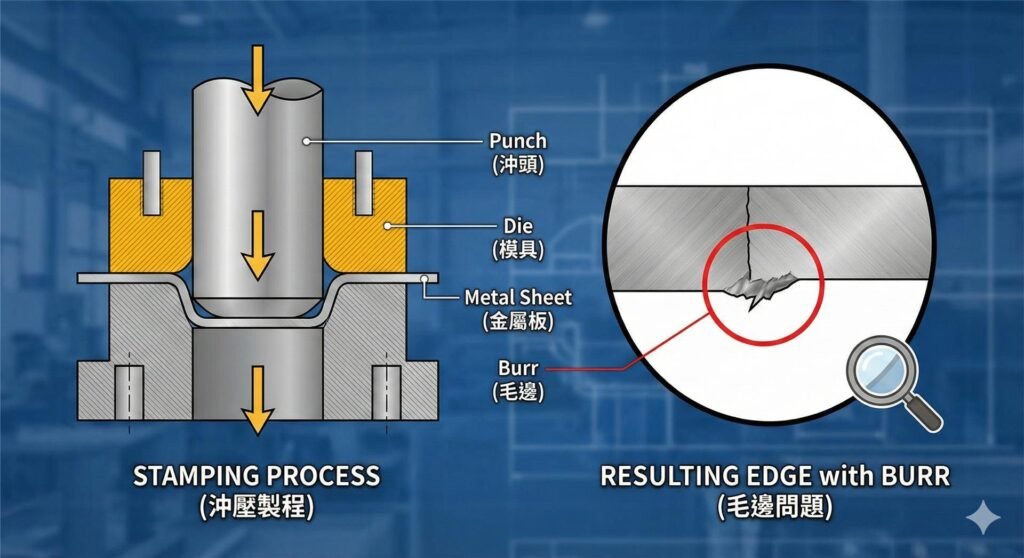
Esto sucede porque la formación de rebabas está directamente relacionada con la forma en que se cizalla el material.
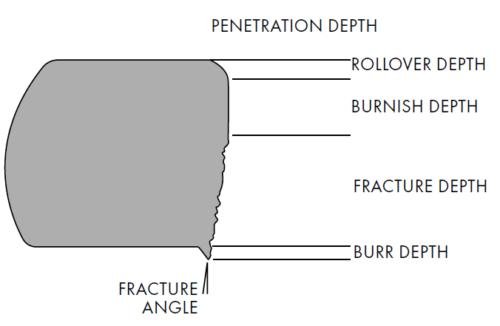
Si los punzones no penetran en el material de forma homogénea, el propio mecanismo de corte cambia. El material puede fracturarse antes en un caso y después en otro, lo que da lugar a condiciones de filo diferentes.
Estas diferencias pueden ser sutiles, pero son suficientes para afectar a la formación de rebabas.
En consecuencia, lo que parece un problema de holgura puede ser en realidad un problema de coherencia.
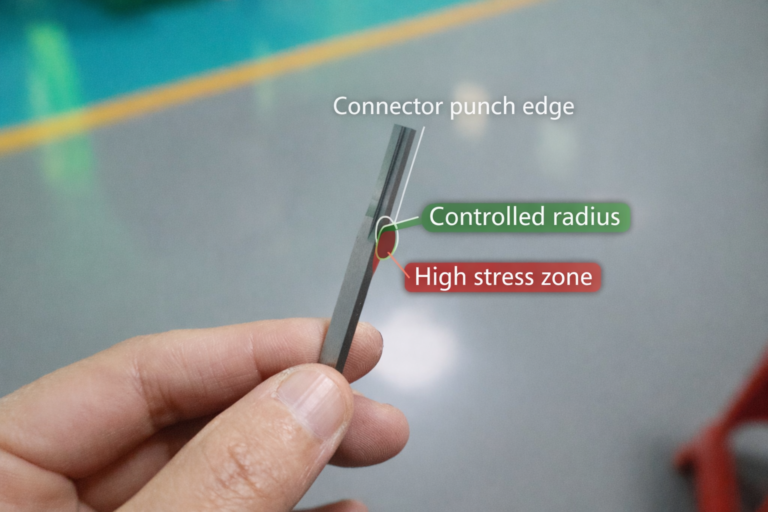
La clave no es sólo tener la geometría correcta, sino asegurarse de que se comporta de la misma manera en cada ciclo.
Una calidad de rebaba estable depende de un comportamiento de corte estable, y eso empieza por la forma en que el punzón se acopla al material.
Si observa problemas similares en sus herramientas, no dude en tender la mano - encantado de intercambiar ideas.