Subcontratista de precisión fiable para talleres de herramientas

Desgaste de herramientas de estampación a alta velocidad: Por qué son importantes el equilibrio de fuerzas y el rectificado de precisión de perfiles a más de 300 SPM
A bajas velocidades, el estampado puede parecer engañosamente sencillo: chapa, un juego de herramientas y una prensa.
Pero una vez que la producción pasa a más de 300 golpes por minuto, el proceso deja de comportarse como una operación de conformado estática y se convierte en un sistema mecánico dinámico.
A esa velocidad, la estabilidad deja de ser un parámetro secundario. Se convierte en la base de la vida útil de la herramienta, la consistencia de la pieza y la eficacia general del equipo.
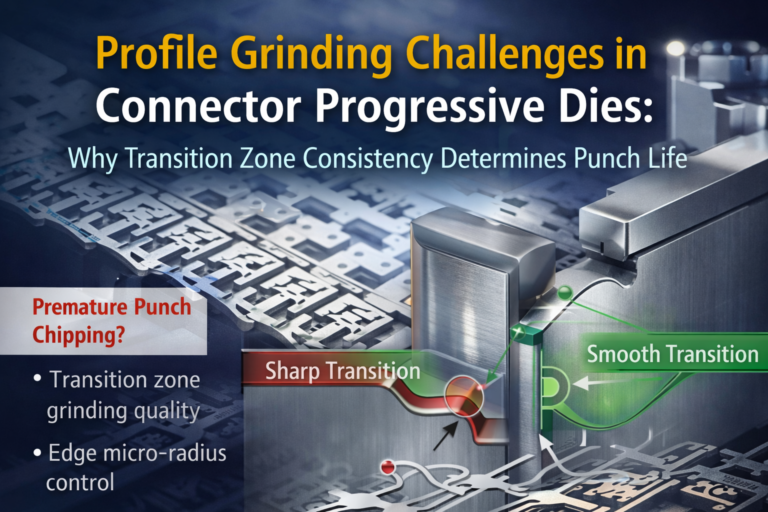
En muchos entornos de alta velocidad, el desgaste prematuro de la herramienta, las microvirutas o la calidad irregular del filo suelen atribuirse a la dureza del material, el rendimiento del recubrimiento o la variación de la banda.
Sin embargo, en la práctica, la causa suele estar en otra parte:
En realidad, Desequilibrio de fuerzas amplificado por desviaciones geométricas microscópicas.
La estampación a alta velocidad es un sistema dinámico
A 300+ SPM, se produce un ciclo de prensado completo cada 0,2 segundos o menos.
La aceleración, el impacto, la deformación elástica y la descarga se producen en rápida sucesión.
En estas condiciones:
Individualmente, estas desviaciones pueden parecer insignificantes.
Colectivamente, a lo largo de millones de ciclos, se acumulan en grietas de fatiga, astillado de bordes y vida útil inestable de la herramienta.
La prensa no se limita a aplicar la fuerza.
Amplifica lo que introduce la geometría.

La dureza por sí sola no garantiza la vida útil de la herramienta
Aumentar la dureza o mejorar el grado del material puede mejorar la resistencia al desgaste.
Sin embargo, en las aplicaciones de alta velocidad, los modos de fallo suelen deberse a:
Una dureza excesiva sin estabilidad geométrica puede incluso aumentar la fragilidad, acelerando el astillado de los bordes en lugar de evitarlo.
Cuando la distribución de la fuerza es desigual, la tensión máxima puede superar la capacidad media del material en un margen significativo, incluso si la dureza nominal parece suficiente sobre el papel.
En estos casos, el factor limitante no es la especificación del material.
Es la integridad geométrica del perfil de trabajo.
Uniformidad del espacio libre y simetría del perfil
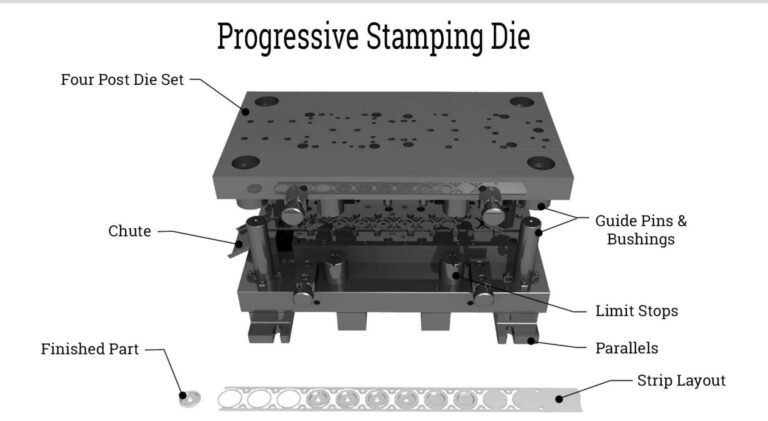
En las herramientas progresivas y de alta velocidad, el equilibrio de fuerzas depende en gran medida de:
Una desviación de 5-10 μm en la forma del perfil puede no ser visible en la inspección estática.
Pero a altas velocidades de carrera, puede desplazar los puntos de inicio del contacto, alterar la distribución de la carga y generar microfuerzas laterales que desestabilizan gradualmente el proceso.
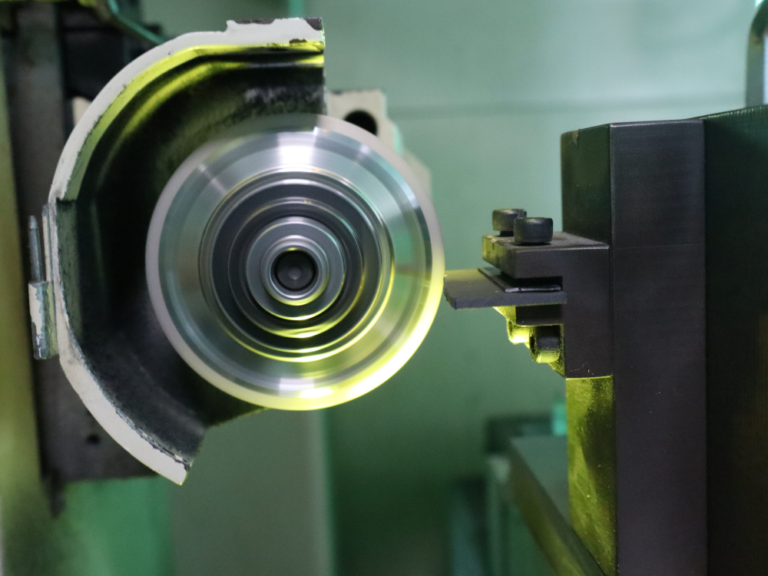
Aquí es donde la precisión rectificado de perfiles desempeña un papel estructural.
No como un paso cosmético de acabado.
Pero como mecanismo de control de la distribución de la fuerza.
Repetibilidad a lo largo de los ciclos de vida de la herramienta
Otro factor crítico en entornos de alta velocidad es la intercambiabilidad de piezas de repuesto.
Si punzones de recambio o inserciones introducir pequeñas variaciones geométricas entre lotes, el equilibrio de fuerzas se desplaza sutilmente. El sistema debe volver a estabilizarse, a menudo mediante un desgaste acelerado.
La verdadera repetibilidad en el rectificado de perfiles garantiza que:
En programas de gran volumen, esta repetibilidad es a menudo más valiosa que las mejoras incrementales de material.
¿Cuándo es crítico el rectificado de precisión de perfiles?
El rectificado de precisión de perfiles adquiere importancia estructural cuando:
En tales casos, la revisión de la integridad geométrica y el equilibrio de fuerzas desde la perspectiva del perfil puede proporcionar una visión que va más allá de los cambios de material o revestimiento.
De la conformidad del dibujo a la estabilidad de la producción
Es esencial cumplir las tolerancias de los planos.
Pero en el estampado de alta velocidad, el rendimiento a largo plazo depende de cómo se comporte la geometría bajo carga dinámica, no sólo de cómo se mida estáticamente.
Si el rendimiento de la estampación depende del equilibrio de fuerzas,
entonces el equilibrio de fuerzas comienza con la integridad del perfil.
El rectificado de perfiles de precisión, ejecutado prestando atención a la geometría funcional y no sólo a los números nominales, puede contribuir directamente:
Para los fabricantes que operan en entornos de estampación de alta velocidad o gran volumen, la estabilidad geométrica no es un lujo.
Es un requisito estratégico.
¿Experimenta una vida útil inestable de las herramientas en aplicaciones de estampación de alta velocidad?
Ayudamos a los equipos de utillaje con el rectificado de perfiles de precisión centrado en la integridad geométrica y la repetibilidad.
No dude en ponerse en contacto con nosotros para un debate técnico.