Subcontratista de precisión fiable para talleres de herramientas

Caso práctico: Mejora de la vida útil del punzón a 280 SPM mediante el control del radio de los bordes
A altas velocidades de estampación, el fallo del punzón rara vez se debe únicamente a un error dimensional.
En este estudio de caso, compartimos cómo el radio de borde controlado -no una tolerancia más ajustada- mejoró significativamente la vida útil del punzón en una aplicación de estampación progresiva de 280 SPM.
Fondo
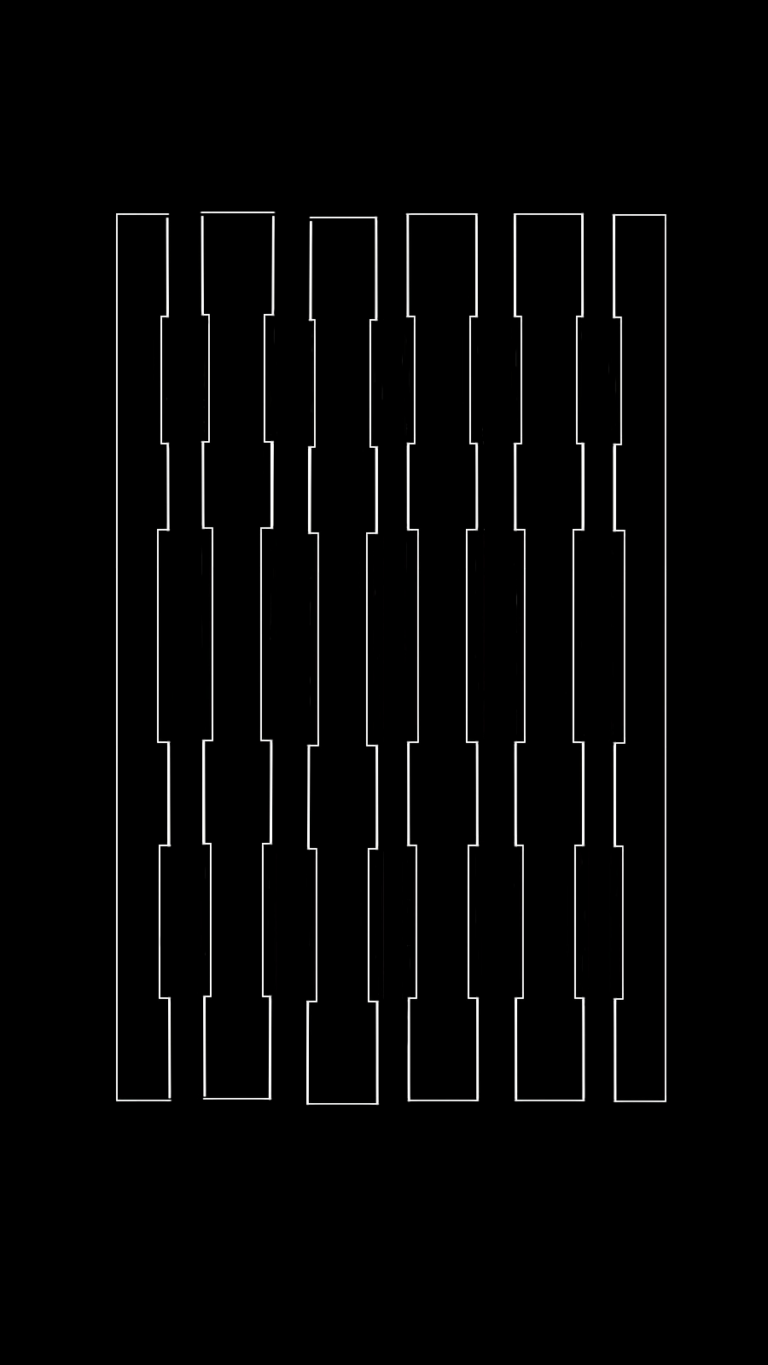
Un fabricante de herramientas de troquelado progresivo que produce terminales de conectores de automoción funcionaba a:
No se trataba de una desviación dimensional.
El problema era el astillado prematuro de los bordes del punzón tras un corto ciclo de producción.
Vida media de la herramienta: inestable e inconsistente.
Análisis inicial
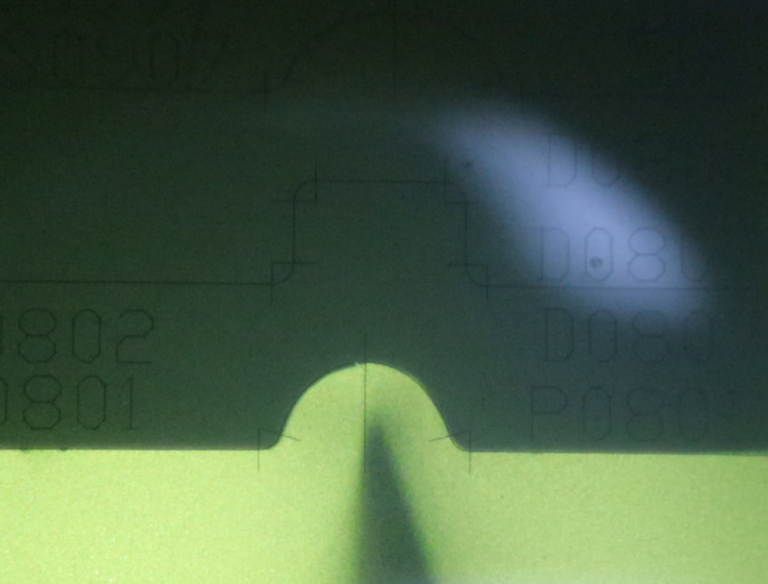
El punzón original cumplía la tolerancia de dibujo:
Sin embargo, la inspección microscópica reveló:
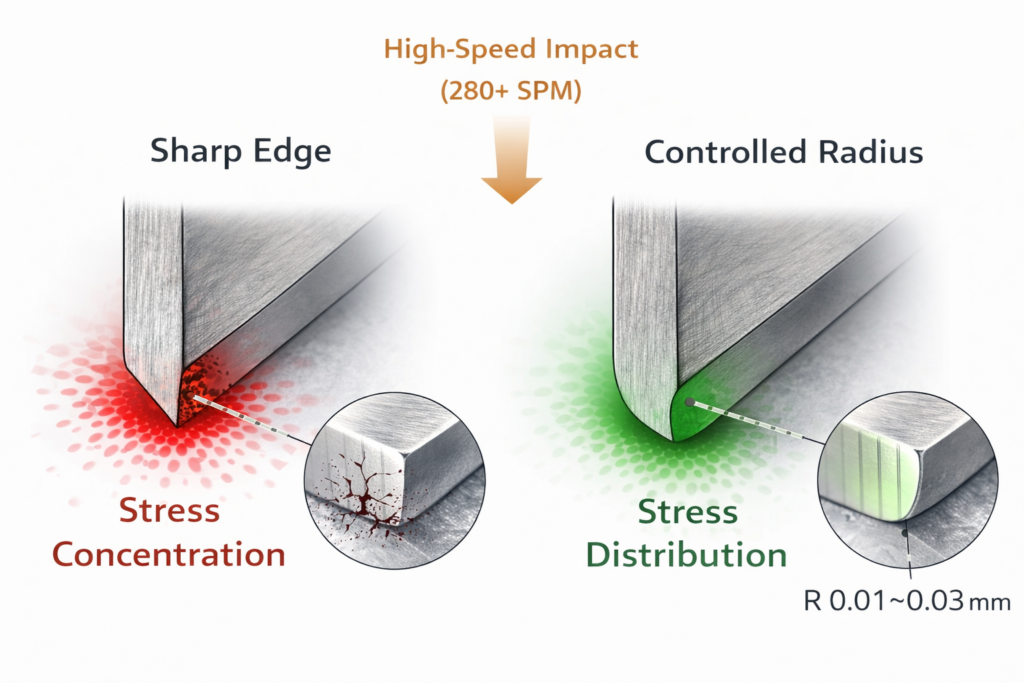
A altas SPM, la fuerza de impacto se multiplica.
Cuando la geometría de los bordes no está controlada, la distribución de la fuerza se vuelve desigual.
El resultado: el microchip se inicia pronto y se propaga rápidamente.
El problema central
A 280 SPM:
Un “filo perfecto” en teoría se vuelve inestable bajo carga dinámica.
La precisión dimensional por sí sola no garantiza el rendimiento.
El control de la geometría de los bordes se vuelve crítico.
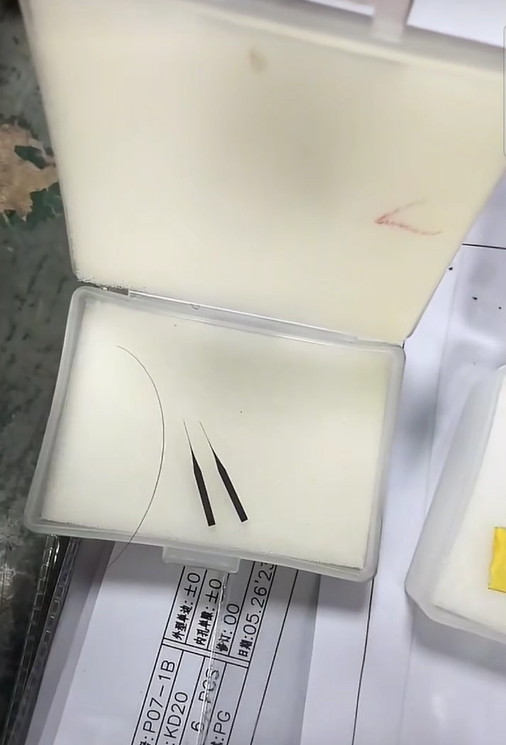
Solución: Radio de borde controlado mediante Rectificado de perfiles
En lugar de endurecer aún más la tolerancia dimensional, nos ajustamos:
Proceso de fabricación:
La tolerancia se mantiene en ±0,002 mm.
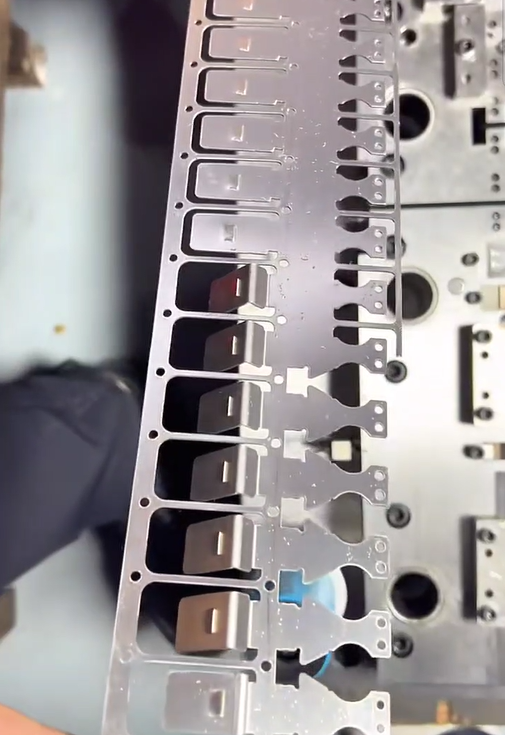
Resultados
Después de la aplicación:
La mejora clave no fue un cambio material.
Información técnica
En estampación de alta velocidad por encima de 200 SPM:
Para las aplicaciones de troqueles progresivos, el diseño de los bordes debe evaluarse bajo carga dinámica, no sólo bajo medición estática.
Cuando esto importa
Este enfoque es especialmente pertinente para:
Conclusión
Si su punzón opera por encima de 200 SPM y experimenta:
Puede que el problema no sea la tolerancia.
Puede ser control de bordes.
El rectificado de perfiles permite un mecanizado controlado, no sólo preciso.
Consulta técnica
Si experimenta una inestabilidad similar de la vida útil de la herramienta en aplicaciones de estampación de alta velocidad, envíenos su plano para una revisión técnica.
Podemos evaluar:
Actuamos como una extensión de su taller de herramientas, no sólo como un proveedor de mecanizado.