Reliable Precision Subcontractor for Tool Shops

Case Study: Improving Punch Life at 280 SPM Through Edge Radius Control
At high stamping speeds, punch failure is rarely caused by dimension error alone.
In this case study, we share how controlled edge radius — not tighter tolerance — improved punch life significantly in a 280 SPM progressive stamping application.
Background
A progressive die toolmaker producing automotive connector terminals was running at:
The issue was not dimensional deviation.
The issue was premature edge chipping on the punch after a short production cycle.
Average tool life: unstable and inconsistent.
Initial Analysis
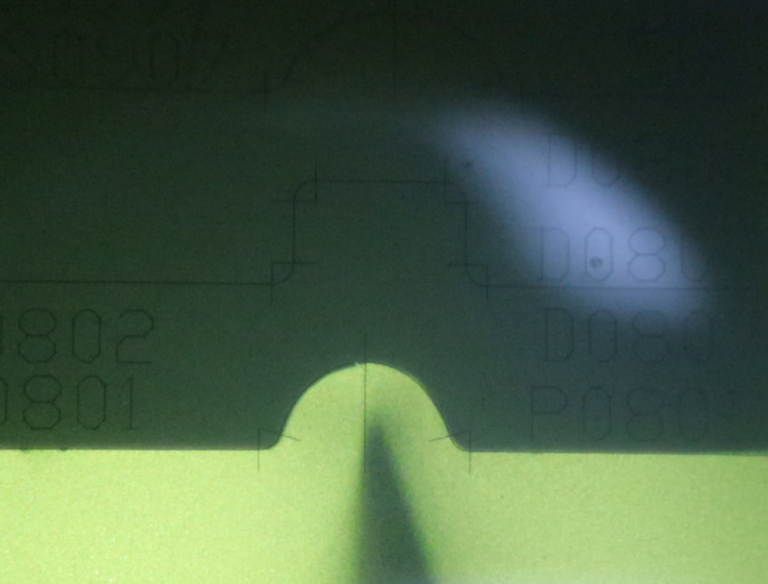
The original punch met drawing tolerance:
However, microscopic inspection revealed:
At high SPM, impact force multiplies.
When edge geometry is uncontrolled, force distribution becomes uneven.
The result: micro-chipping initiates early and propagates quickly.
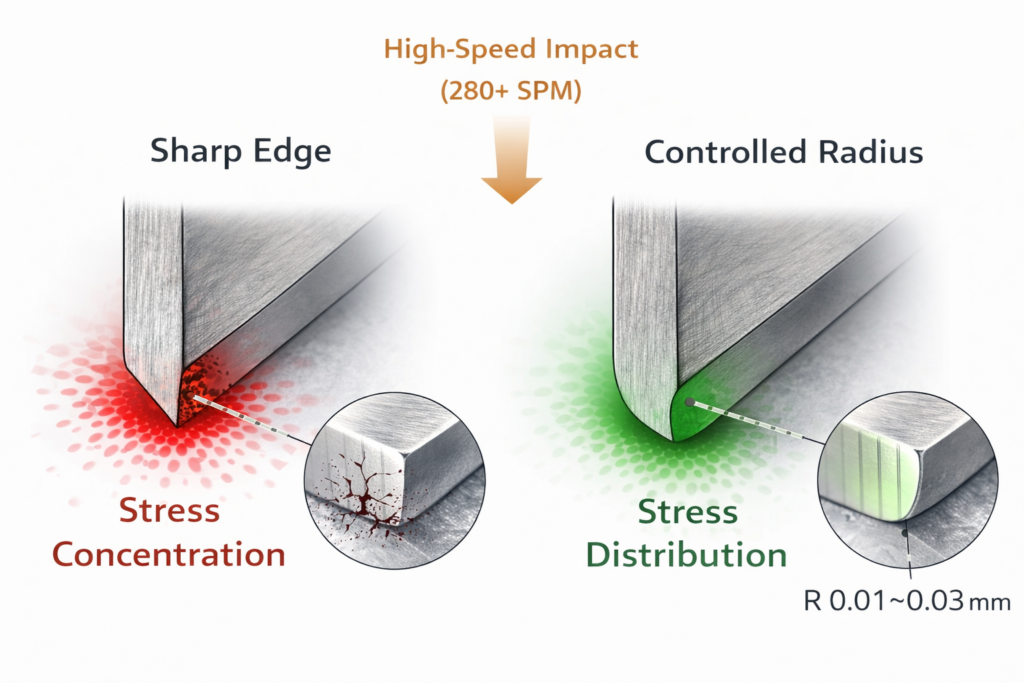
The Core Problem
At 280 SPM:
A theoretically “perfect sharp edge” becomes unstable under dynamic load.
Dimensional accuracy alone does not guarantee performance.
Edge geometry control becomes critical.
Solution: Controlled Edge Radius via Profile Grinding
Instead of tightening dimensional tolerance further, we adjusted:
Manufacturing process:
Tolerance maintained at ±0.002 mm.
Results
After implementation:
The key improvement was not material change.
Technical Insight
At high-speed stamping above 200 SPM:
For progressive die applications, edge design should be evaluated under dynamic load, not only static measurement.
When This Matters
This approach is particularly relevant for:
Conclusion
If your punch operates above 200 SPM and experiences:
The issue may not be tolerance.
It may be edge control.
Profile grinding allows controlled machining — not just accurate machining.
Technical Consultation
If you are experiencing similar tool life instability in high-speed stamping applications, send us your drawing for a technical review.
We can evaluate:
We act as an extension of your toolroom — not just a machining supplier.