Reliable Precision Subcontractor for Tool Shops

Profile Grinding Challenges in Connector Progressive Dies
Why Transition Zone Consistency Determines Punch Life
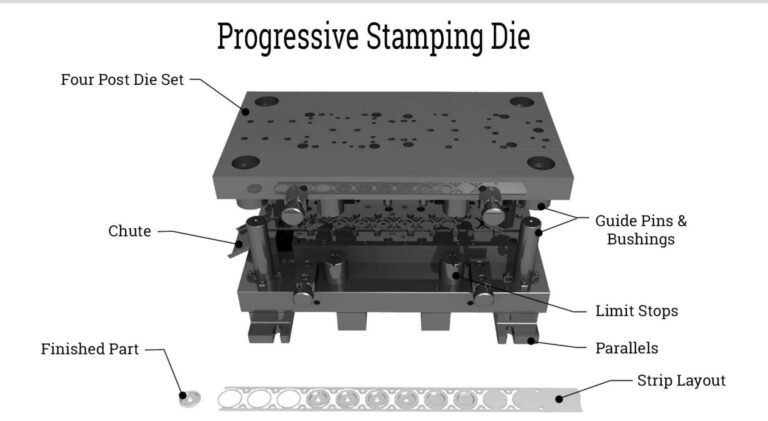
In modern connector manufacturing, progressive stamping dies often operate at extremely high speeds — commonly 200 to 400 strokes per minute.
At these speeds, punch performance becomes a critical factor in maintaining production stability.
However, many toolrooms encounter the same issue:
Punches fail prematurely even when dimensional tolerance is perfectly achieved.
The root cause is often misunderstood.
In many high-speed connector dies, the real problem lies in micro-geometry inconsistencies in transition zones during profile grinding.
The Hidden Grinding Problem in Connector Punches
Connector terminals typically involve:
Because of these factors, punches used in connector dies require extremely precise grinding processes.
But the biggest challenge is not simply achieving a tolerance like ±0.002 mm.
Instead, the real challenge is maintaining consistent grinding geometry across the entire cutting edge, especially at transition zones.
Transition zones are areas where:
These areas experience the highest stress during stamping operations.
Why Transition Zone Consistency Matters
In high-speed progressive stamping, punches may perform millions of cutting cycles.
Even extremely small grinding imperfections can become failure points.
Typical issues caused by inconsistent transition zones include:
These defects are often invisible during standard dimensional inspection.
However, under high-speed stamping conditions, they quickly lead to tool life instability.
Controlled Micro Radius: A Key Factor in Punch Life
Another common issue in connector punches is overly sharp cutting edges.
Although sharp edges may appear ideal in theory, they often create stress concentration points during high-speed blanking.
In many high-performance dies, a controlled micro-radius at the cutting edge improves durability significantly.
A properly designed micro-radius can:
The key is precise control of the radius geometry.
Random rounding or manual polishing often produces inconsistent results, which may actually reduce punch life.
Why Profile Grinding Is Critical for Connector Dies
To control both transition geometry and edge radius, many precision toolrooms rely on profile grinding (PG grinding).
Compared with conventional grinding methods, profile grinding offers several advantages:
These capabilities are especially important for connector progressive dies, where punches often contain micro-scale geometries that must remain consistent across large production volumes.
👉 Learn more about our precision profile grinding services for connector punches
Common Grinding Defects in Connector Punches
During manufacturing or regrinding, several defects can appear in connector punches.
Understanding these defects helps toolrooms identify potential problems early.
1 Micro Steps in Grinding Path
When grinding paths are not perfectly blended, microscopic steps may appear between profile segments.
Under high-speed stamping conditions, these steps create localized stress peaks.
2 Inconsistent Edge Radius
If the edge radius varies along the punch profile, cutting forces become uneven.
This may lead to:
3 Poor Surface Integrity
Grinding burns or poor surface finish may weaken the edge microstructure.
This reduces resistance to fatigue and wear during high-speed stamping.
Recommended Edge Radius for Connector Punches

Edge radius design depends on several factors:
However, for many high-speed connector stamping applications, a controlled micro-radius in the range of:
R0.002 – R0.01 mm
can significantly improve punch durability.
This small radius helps distribute cutting load without noticeably affecting product edge quality.
Proper radius design should always be verified based on actual stamping conditions.
Profile Grinding for Connector Dies Punch vs Wire EDM for Connector Punches
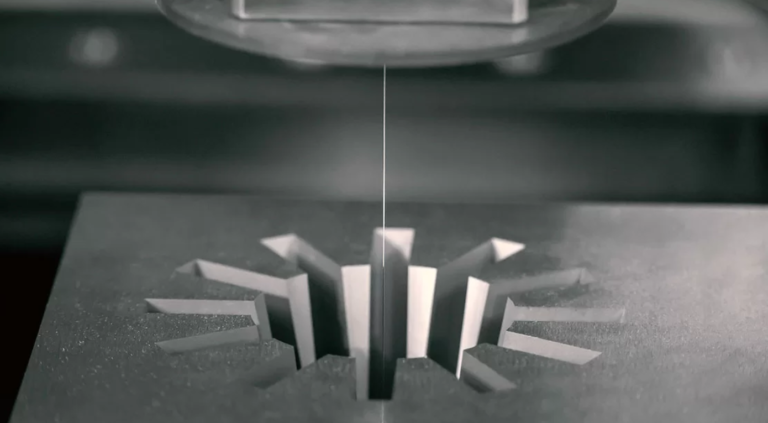
Some toolrooms use wire EDM to produce punch profiles.
While EDM is excellent for complex geometry, it has limitations for cutting edges.
| Process | Advantage | Limitation |
|---|---|---|
| Wire EDM | complex geometry | recast layer and edge brittleness |
| Conventional grinding | fast | limited profile control |
| Profile grinding | best edge control | higher skill requirement |
For connector punches requiring extremely consistent edge quality, profile grinding often provides the best balance between precision and edge integrity.
Real Production Benefits
When transition zones and micro-radius geometry are properly controlled, toolrooms typically observe:
Instead of sudden punch breakage, wear becomes predictable and manageable.
This improves both production efficiency and maintenance planning.
When Connector Toolrooms Should Evaluate Grinding Quality
It may be worth reviewing punch grinding processes if your production experiences:
In many cases, the problem is not the die design itself, but the microscopic grinding geometry of the punch edge.
Technical Support for Connector Tooling
If you are working with connector progressive dies and facing punch life issues, we can help review your tooling design and manufacturing process.
Our engineering team can evaluate: