Subcontratante de precisão fiável para oficinas de ferramentas

Desafios da retificação de perfis em matrizes progressivas de conectores
Por que é que a consistência na zona de transição determina a vida de um jogador
No fabrico moderno de conectores, as matrizes de estampagem progressiva funcionam frequentemente a velocidades extremamente elevadas - normalmente 200 a 400 cursos por minuto.
A estas velocidades, o desempenho do punção torna-se um fator crítico para manter a estabilidade da produção.
No entanto, muitas salas de ferramentas deparam-se com o mesmo problema:
Os punções falham prematuramente mesmo quando a tolerância dimensional é perfeitamente alcançada.
A causa principal é muitas vezes mal compreendida.
Em muitas matrizes de conectores de alta velocidade, o verdadeiro problema reside em incoerências microgeométricas nas zonas de transição durante a retificação de perfis.
O problema oculto da moagem nos punções de conectores
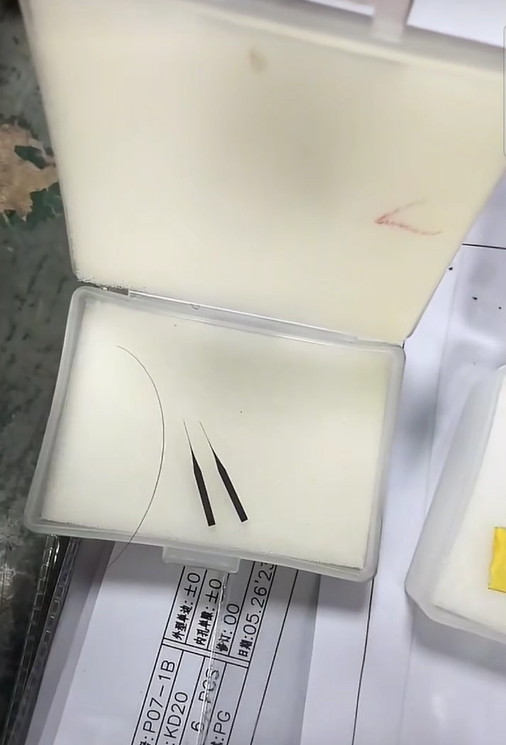
Os terminais dos conectores envolvem normalmente:
Devido a estes factores, os punções utilizados nas matrizes de conectores requerem processos de retificação extremamente precisos.
Mas o maior desafio não é simplesmente conseguir uma tolerância como ±0,002 mm.
Em vez disso, o verdadeiro desafio é manter geometria de retificação constante em toda a aresta de corte, especialmente em zonas de transição.
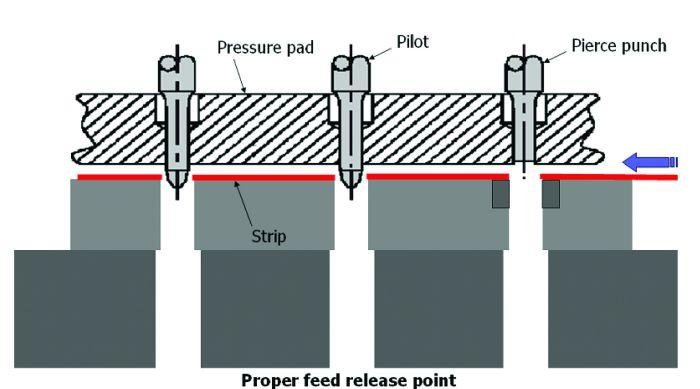
As zonas de transição são áreas onde:
Estas zonas experimentam a tensão mais elevada durante as operações de estampagem.
Porque é que a consistência da zona de transição é importante
Na estampagem progressiva de alta velocidade, os punções podem efetuar milhões de ciclos de corte.
Mesmo as imperfeições de retificação extremamente pequenas podem tornar-se pontos de falha.
Os problemas típicos causados por zonas de transição inconsistentes incluem:
Estes defeitos são frequentemente invisíveis durante a inspeção dimensional normal.
No entanto, em condições de estampagem a alta velocidade, estas conduzem rapidamente a instabilidade da vida da ferramenta.
Micro raio controlado: Um fator chave na vida do punção
Outro problema comum nas perfurações de conectores é arestas de corte demasiado afiadas.
Embora as arestas vivas possam parecer ideais em teoria, muitas vezes criam pontos de concentração de tensões durante a obturação a alta velocidade.
Em muitas matrizes de alto desempenho, um micro raio controlado na aresta de corte melhora significativamente a durabilidade.
Um micro-raio corretamente concebido pode:
A chave é controlo preciso da geometria do raio.
O arredondamento aleatório ou o polimento manual produzem frequentemente resultados inconsistentes, o que pode efetivamente reduzir a vida útil do punção.
Porque é que a retificação de perfis é fundamental para as ferramentas de ligação
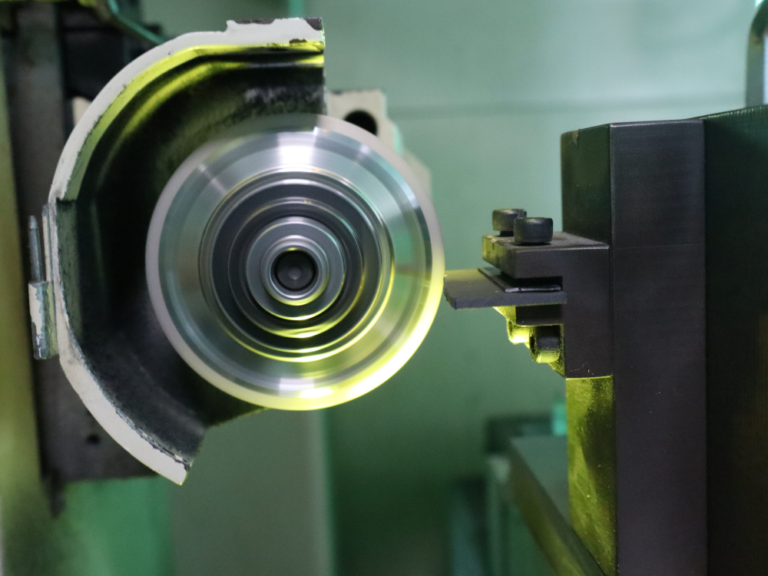
Para controlar ambos geometria de transição e raio de borda, Muitas salas de ferramentas de precisão confiam em retificação de perfis (retificação PG).
Em comparação com os métodos de retificação convencionais, a retificação de perfis oferece várias vantagens:
Estas capacidades são especialmente importantes para matrizes progressivas de conectores, onde os socos contêm frequentemente geometrias à microescala que devem permanecer consistentes em grandes volumes de produção.
👉 Saiba mais sobre a nossa serviços de retificação de perfis de precisão para punções de conectores
Defeitos comuns de retificação em punções de conectores
Durante o fabrico ou a retificação, podem surgir vários defeitos nos punções dos conectores.
A compreensão destes defeitos ajuda as salas de ferramentas a identificar precocemente potenciais problemas.
1 Micro passos na trajetória de moagem
Quando as trajectórias de retificação não estão perfeitamente combinadas, podem aparecer degraus microscópicos entre segmentos de perfil.
Em condições de estampagem a alta velocidade, estes passos criam picos de tensão localizados.
2 Raio de borda inconsistente
Se o raio da aresta variar ao longo do perfil do punção, as forças de corte tornam-se desiguais.
Isto pode levar a:
3 Má integridade da superfície
As queimaduras de retificação ou um acabamento superficial deficiente podem enfraquecer a microestrutura da aresta.
Isto reduz a resistência à fadiga e ao desgaste durante a estampagem a alta velocidade.
Raio de borda recomendado para punções de conectores

A conceção do raio do bordo depende de vários factores:
No entanto, para muitos aplicações de estampagem de conectores de alta velocidade, um micro-raio controlado na gama de:
R0,002 - R0,01 mm
pode melhorar significativamente a durabilidade do punção.
Este pequeno raio ajuda a distribuir a carga de corte sem afetar visivelmente a qualidade da aresta do produto.
A conceção correta do raio deve ser sempre verificada com base em condições reais de estampagem.
Retificação de perfis para matrizes de conectores Punção vs EDM de fio para punções de conectores
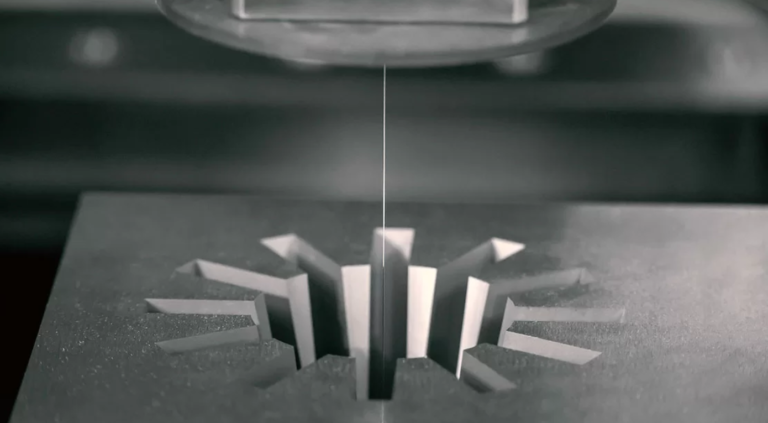
Algumas salas de ferramentas utilizam EDM de fio para produzir perfis de perfuração.
Embora o EDM seja excelente para geometria complexa, tem limitações para arestas de corte.
| Processo | Vantagem | Limitação |
|---|---|---|
| EDM de fio | geometria complexa | camada de refundação e fragilidade dos bordos |
| Retificação convencional | rápido | controlo limitado do perfil |
| Retificação de perfis | melhor controlo de arestas | maior exigência de competências |
Para punções para conectores que exigem uma qualidade de aresta extremamente consistente, A retificação de perfis proporciona frequentemente o melhor equilíbrio entre precisão e integridade dos bordos.
Benefícios reais da produção
Quando as zonas de transição e a geometria do micro-raio são corretamente controladas, as salas de ferramentas observam normalmente:
Em vez de uma rutura súbita do punção, o desgaste torna-se previsível e gerível.
Isto melhora tanto eficiência da produção e planeamento da manutenção.
Quando é que as salas de ferramentas de conectores devem avaliar a qualidade da retificação
Poderá valer a pena rever os processos de retificação de punções se a sua produção tiver experiências:
Em muitos casos, o problema não é a conceção da matriz em si, mas a geometria de retificação microscópica do bordo do punção.
Suporte técnico para ferramentas de conectores
Se estiver a trabalhar com matrizes progressivas de conectores e que enfrentam problemas de vida útil do punção, podemos ajudar a rever o seu projeto de ferramentas e processo de fabrico.
A nossa equipa de engenharia pode avaliar: