工具工場向けの信頼できる精密下請業者

コネクタ順送金型におけるプロファイル研削の課題
トランジション・ゾーンの一貫性がパンチ人生を左右する理由
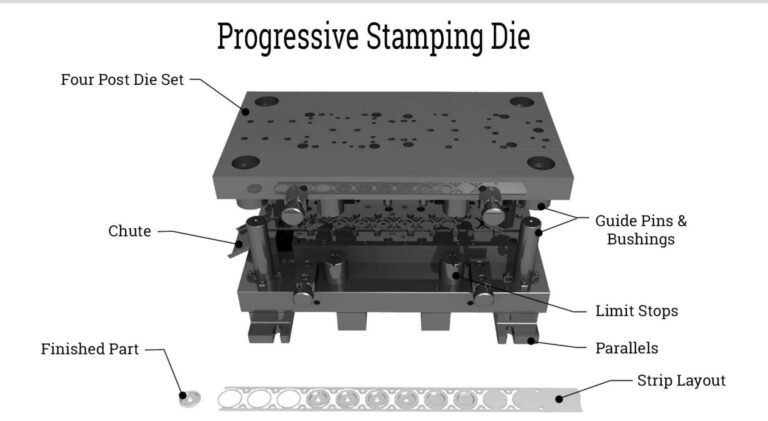
現代のコネクター製造では、プログレッシブ・スタンピング金型はしばしば非常に高速で動作します。 毎分200~400ストローク.
これらの速度では、パンチの性能は生産の安定性を維持するための重要な要素となる。.
しかし、多くのツールルームが同じ問題に遭遇している:
寸法公差が完璧に達成されていても、パンチは早期に破損する。.
根本的な原因はしばしば誤解されている。.
多くの高速コネクター・ダイにおいて、真の問題は次の点にある。 プロファイル研削中のトランジションゾーンにおける微小形状の不一致.
コネクターパンチに隠された研磨問題
コネクター端子は通常、以下のようなものである:
コネクタの金型に使用されるパンチには、このような要因がある。 極めて精密な研削加工.
しかし、最大の難関は、単に次のような耐性を達成することではない。 ±0.002 mm.
その代わりに、真の課題は、次のことを維持することである。 刃先全体で安定した研削形状, 特に トランジションゾーン.
トランジション・ゾーンとは、次のような地域を指す:
これらの地域では、次のような経験がある。 プレス加工で最も高い応力.
トランジション・ゾーンの一貫性が重要な理由
高速プログレッシブ・スタンピングでは、パンチは次のことを行う。 数百万回の切断サイクル.
極めて小さな研削の欠陥でさえ、故障の原因になることがある。.
トランジション・ゾーンの不整合によって引き起こされる典型的な問題には、以下のようなものがある:
これらの欠陥は、標準的な寸法検査では見えないことが多い。.
しかし、高速スタンピングの条件下では、すぐに次のような問題が発生する。 工具寿命の不安定性.
制御されたマイクロラジアス:パンチ寿命のキーファクター
コネクターパンチによくあるもう一つの問題は 鋭すぎる刃先.
シャープなエッジは理論的には理想的に見えるかもしれないが、多くの場合、そのエッジは、次のような問題を引き起こす。 応力集中点 高速ブランキング中.
多くの高性能ダイでは 刃先の微小半径を制御 は耐久性を大幅に向上させる。.
適切に設計されたマイクロラジアスなら可能だ:
重要なのは 半径形状の正確なコントロール.
ランダムな丸めや手作業による研磨では、結果にばらつきが生じることが多く、かえってパンチの寿命を縮めることになりかねません。.
コネクタ金型にプロファイル研削が重要な理由
両方をコントロールする トランジション形状とエッジ半径, 多くの精密工具工場は、次のような技術に依存している。 プロファイル研削(PG研削).
従来の研削方法と比較して、プロファイル研削にはいくつかの利点がある:
これらの能力は、特に次のような場合に重要である。 コネクタ・プログレッシブ・ダイ, パンチにはしばしば 大量生産で一貫性を保つ必要があるマイクロスケールの形状.
コネクターパンチの一般的な研削不良
製造中または再研磨中に、コネクタパンチにいくつかの欠陥が現れることがある。.
これらの欠陥を理解することは、工具工場が潜在的な問題を早期に発見するのに役立つ。.
1 グラインディング・パスのマイクロ・ステップ
研削経路が完全にブレンドされていない場合、プロファイルセグメント間に微細な段差が生じることがある。.
高速スタンピング条件下では、これらのステップによって 局所応力ピーク.
2 一貫性のないエッジ半径
エッジの半径がパンチのプロファイルに沿って変化すると、切削力が不均一になる。.
その結果、こうなるかもしれない:
3 表面の完全性が低い
研削焼けや表面仕上げが悪いと、エッジの微細構造が弱くなることがある。.
このため、高速スタンピング時の疲労や摩耗に対する耐性が低下する。.
コネクタパンチの推奨エッジ半径

エッジ半径の設計は、いくつかの要因に左右される:
しかし、多くの人にとって 高速コネクタスタンピングアプリケーション, の範囲に制御された微小半径:
R0.002 - R0.01 mm
パンチの耐久性を大幅に向上させることができる。.
この小さな半径は、製品のエッジ品質に顕著な影響を与えることなく、切削負荷を分散するのに役立ちます。.
適切な半径の設計は、常に以下に基づいて検証されるべきである。 実際のプレス条件.
コネクタ金型用プロファイル研削 コネクタパンチ用パンチとワイヤ放電加工機の比較
ツールルームによっては ワイヤー放電加工機 パンチプロファイルを作成する。.
EDMは複雑な形状には優れているが、刃先の切断には限界がある。.
| プロセス | メリット | 制限 |
|---|---|---|
| ワイヤー放電加工機 | 複素幾何学 | リキャスト層とエッジの脆性 |
| 従来の研削 | 速い | リミテッド・プロファイル・コントロール |
| プロファイル研磨 | ベスト・エッジ・コントロール | より高い技術要件 |
について 極めて安定したエッジ品質を必要とするコネクタパンチ, プロファイル研削は、多くの場合、次の間の最良のバランスを提供する。 精度とエッジの完全性.
実際の生産効果
トランジションゾーンや微小半径の形状が適切に管理されている場合、工具室では一般的に観察される:
突然パンチが折れるのではなく、摩耗が進む 予測可能で管理しやすい.
これによって、次の2つが改善される。 生産効率とメンテナンス計画.
コネクタ工具工場が研削品質を評価すべき時
もし、あなたの生産現場がパンチ研磨の経験を積んでいるのであれば、パンチ研磨の工程を見直す価値があるかもしれない:
多くの場合、問題は金型設計そのものにあるのではなく パンチエッジの微視的研磨形状.
コネクタ工具の技術サポート
もしあなたが コネクタ・プログレッシブ・ダイ パンチ寿命の問題に直面している場合は、金型設計と製造プロセスの見直しをお手伝いします。.
当社のエンジニアリングチームが評価します: