工具工場向けの信頼できる精密下請業者

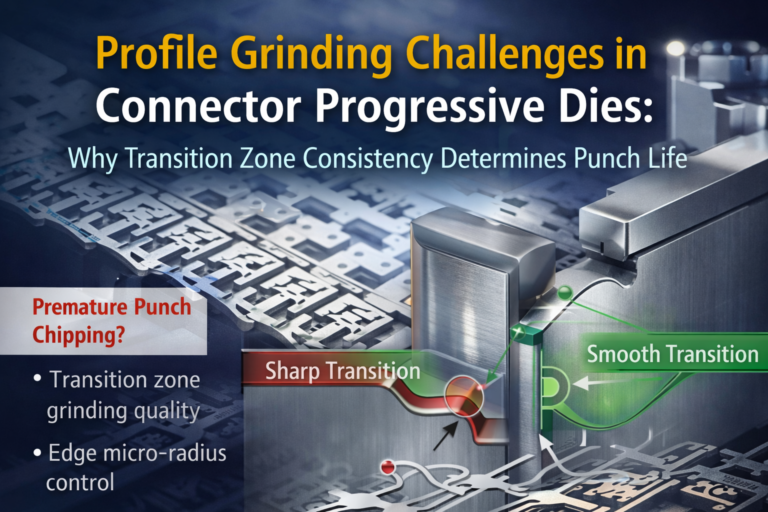
ケーススタディエッジ半径制御による280SPMでのパンチ寿命の改善
高速スタンピングでは、寸法誤差だけでパンチが破損することはほとんどありません。.
このケーススタディでは、公差を厳しくするのではなく、エッジ半径を制御することで、280SPMのプログレッシブスタンピングアプリケーションでパンチ寿命が大幅に改善された方法をご紹介します。.
背景
自動車用コネクター端子を製造する順送型金型メーカーが、ある時期に経営難に陥った:
問題は寸法偏差ではなかった。.
この問題は、短い生産サイクルの後、パンチのエッジが早期に欠けてしまうというものだった。.
平均工具寿命:不安定で一貫性がない。.
初期分析
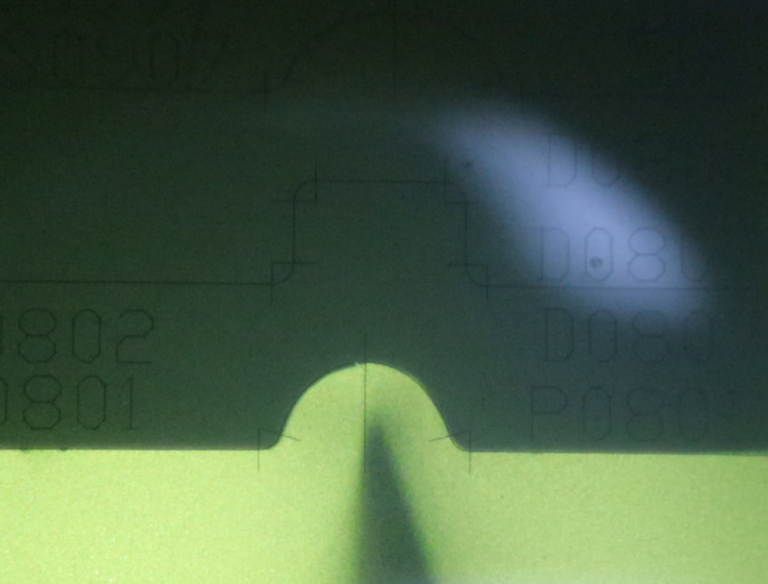
オリジナルのパンチは図面公差を満たしていた:
しかし、顕微鏡検査で判明した:
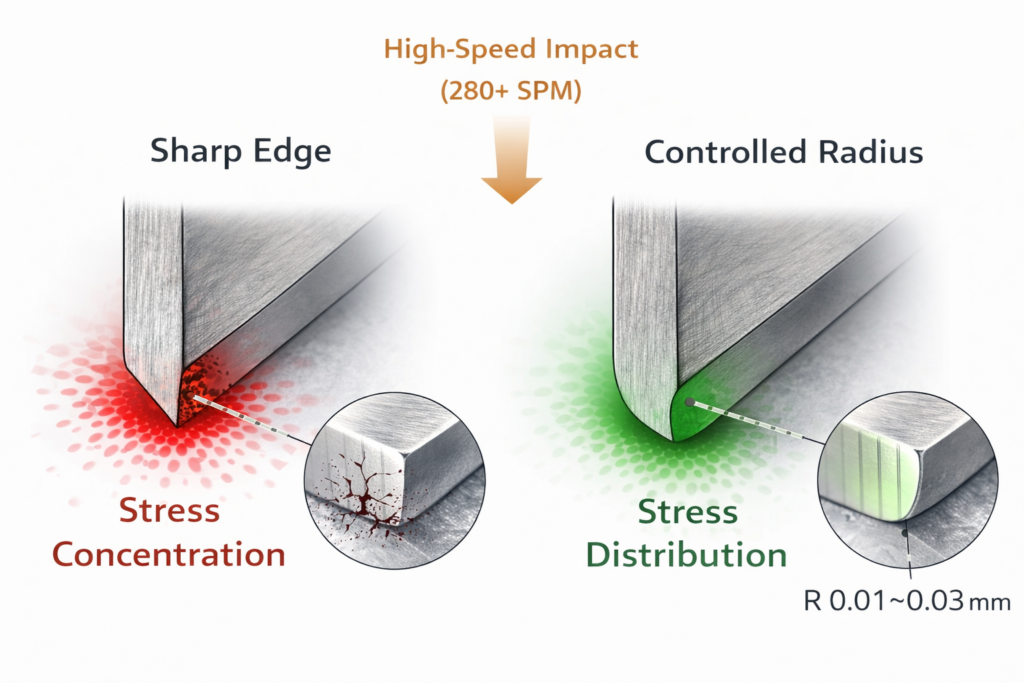
高いSPMでは、衝撃力は倍増する。.
エッジの形状が制御されていないと、力の分布が不均一になる。.
その結果、マイクロ・チッピングは早期に開始され、急速に広まる。.
核心的問題
280SPMで:
理論的には “完璧なシャープエッジ ”でも、動的負荷がかかると不安定になる。.
寸法精度だけでは性能は保証されない。.
エッジ形状のコントロールが重要になる。.
ソリューションエッジ半径の制御 プロファイル研磨
寸法公差をさらに厳しくする代わりに、私たちは調整した:
製造工程:
公差は±0.002mmを維持。.
結果
実施後
重要な改善は、重要な変更ではなかった。.
技術的洞察
200SPM以上の高速スタンピング時:
プログレッシブ・ダイの用途では、エッジ設計は静的測定だけでなく、動的負荷の下で評価されるべきである。.
これが重要なとき
このアプローチは、特に以下のような場合に有効である:
結論
パンチが200SPM以上で作動し、経験する場合:
問題は寛容さではないかもしれない。.
エッジコントロールかもしれない。.
プロファイル研削は、正確な加工だけでなく、制御された加工を可能にします。.
技術相談
高速スタンピング用途で同じような金型寿命の不安定さを経験されている場合は、技術レビューのために図面をお送りください。.
我々は評価できる:
当社は、単なる機械加工サプライヤーではなく、お客様のツールルームの延長として機能します。.