工具工場向けの信頼できる精密下請業者

高速スタンピング工具の摩耗:300SPM以上でフォースバランスと精密プロファイル研削が重要な理由
低いストロークレートでは、プレス加工は板金、工具セット、プレス機という、見かけによらず単純なものに見える。.
しかし、生産が毎分300ストローク以上になると、工程は静的な成形作業の振る舞いを止め、動的な機械システムになる。.
この速度では、安定性はもはや二次的なパラメータではありません。安定性は、工具寿命、部品の一貫性、そして装置全体の有効性の基礎となります。.
多くの高速環境では、工具の早期摩耗、マイクロチッピング、または一貫性のない刃先品質は、材料の硬度、コーティング性能、またはストリップのばらつきに起因することがよくあります。.
しかし実際には、根本的な原因は別のところにあることが多い:
実はね、, 微細な幾何学的偏差によって増幅される力の不均衡。.
高速プレスはダイナミックなシステムである
300以上のSPMでは、1回の完全なプレス・サイクルは0.2秒以下で発生する。.
加速、衝撃、弾性変形、除荷が連続して起こる。.
この条件下では
個別に見れば、これらの偏差は取るに足らないものに見えるかもしれない。.
数百万サイクルに及ぶこれらの現象は、疲労亀裂、刃先のチッピング、不安定な工具寿命へと蓄積される。.
プレスは単に力を加えるだけではない。.
ジオメトリーがもたらすものは何でも増幅する。.

硬度だけでは工具寿命は保証されない
硬度を上げたり、材料グレードを上げたりすることで、耐摩耗性を向上させることができる。.
しかし、高速アプリケーションでは、故障モードはしばしば以下のような要因によって引き起こされる:
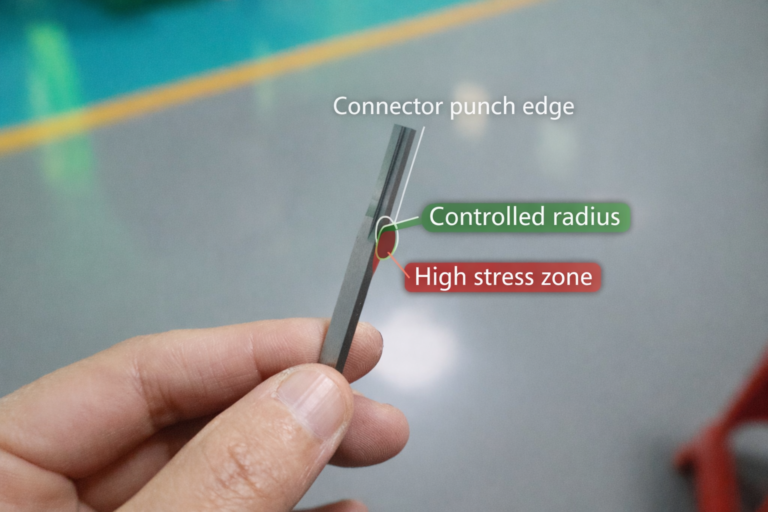
幾何学的安定性を伴わない過度の硬度は、脆さを増大させ、エッジ・チッピングを防止するどころか、むしろ加速させることさえある。.
力の分布が不均一な場合、たとえ公称硬度が書類上十分であったとしても、ピーク応力が平均的な材料耐力を大幅に上回ることがある。.
このような場合、制限要因となるのは材料仕様ではない。.
それは、作業プロファイルの幾何学的な完全性である。.
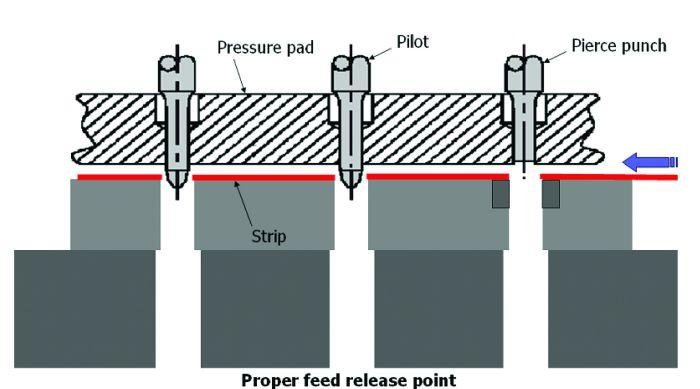
クリアランスの均一性とプロファイルの対称性
順送金型や高速金型では、力のバランスに大きく依存する:
プロファイル形状の5~10μmのずれは、静的検査では見えないことがある。.
しかし、ストローク速度が速いと、接触開始点がずれたり、荷重分布が変化したり、横方向の微小な力が発生したりして、徐々にプロセスが不安定になる。.
ここで精度が問われる プロファイル研削 は構造的な役割を果たしている。.
化粧の仕上げの段階としてではない。.
しかし、力の配分をコントロールするメカニズムとしては.
工具のライフサイクルにわたる再現性
高速環境におけるもう一つの重要な要素は、スペアパーツの互換性である。.
もし 交換用パンチ または インサート ロット間にわずかな幾何学的なばらつきが生じると、力のバランスは微妙に変化する。多くの場合、摩耗を促進することによって、システムは再び安定化しなければならない。.
プロファイル研削における真の繰返し精度を保証します:
大量生産プログラムでは、この再現性は、材料のアップグレードよりも価値があることが多い。.
精密プロファイル研削はいつ重要になるのか?
精密プロファイル研削が構造的に重要になるのは、次のような場合である:
このような場合、プロファイルの観点から幾何学的完全性と力のバランスを見直すことで、材料やコーティングの変更以上の洞察を得ることができます。.
図面準拠から生産安定へ
図面の公差を満たすことが不可欠。.
しかし、高速スタンピングでは、長期的な性能は、静的な測定方法だけでなく、動的な負荷の下で形状がどのように動作するかによって決まります。.
スタンピングのパフォーマンスがフォースバランスに依存する場合、,
となれば、力のバランスはプロファイルの完全性から始まる。.
公称値だけでなく、機能的な形状に注意を払って実行される精密プロファイル研削は、直接的に貢献することができます:
高速または大量のスタンピング環境で操業するメーカーにとって、幾何学的安定性は贅沢品ではない。.
戦略的に必要なことだ。.
高速プレス加工で工具寿命が不安定?
幾何学的完全性と再現性に焦点を当てた精密プロファイル研削で、ツーリングチームをサポートします。.
技術的なご相談はお気軽にお問い合わせください。.