Reliable Precision Subcontractor for Tool Shops

Burr Variation in Stamping: Why It’s Not Just a Clearance Issue
When burr height becomes inconsistent, the first reaction is usually to adjust clearance.
And in some cases, that works.
However, in progressive die processes, burr variation often points to a deeper issue.

It is possible for clearance to remain unchanged while burr conditions fluctuate from station to station — or even over time within the same run.
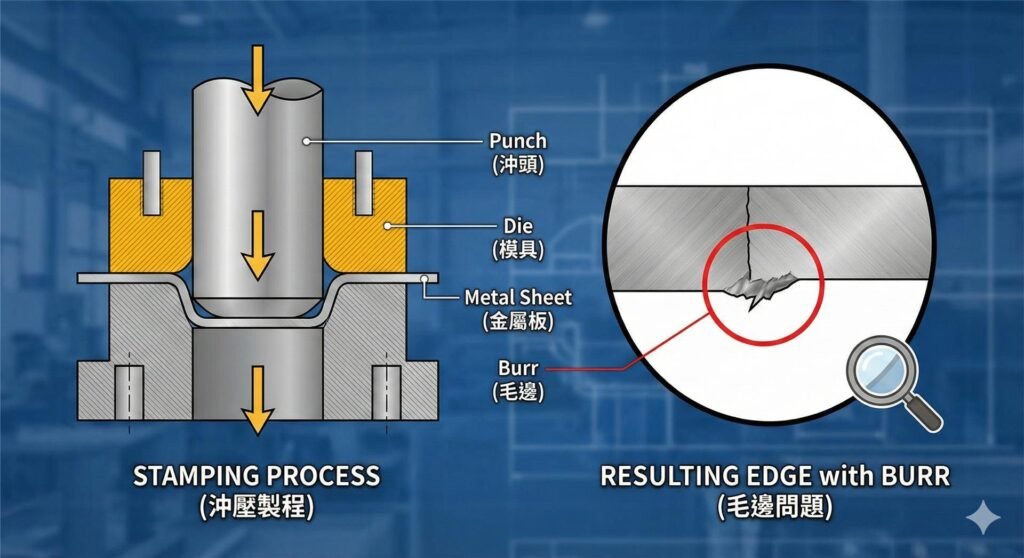
This happens because burr formation is directly linked to how the material is being sheared.
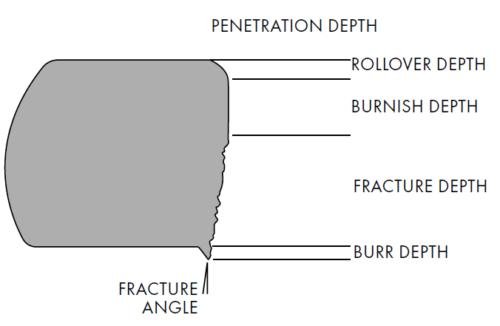
If punches do not enter the material in a consistent way, the cutting mechanism itself changes. The material may fracture earlier in one case and later in another, resulting in different edge conditions.
These differences can be subtle, but they are enough to affect burr formation.
As a result, what appears to be a clearance problem may actually be a consistency issue.
The key is not only having the correct geometry, but ensuring that it behaves the same way every cycle.
Stable burr quality depends on stable cutting behavior — and that starts with how the punch engages the material.
If you’re seeing similar issues in your tooling, feel free to reach out — happy to exchange ideas.