Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Fallstudie: Der verborgene Grund für Metallspäne und Matrizenstaub beim Hochgeschwindigkeitsstanzen
In Hochgeschwindigkeits-Stanzwerkstätten kann die Fehlersuche bei chronischen Teilefehlern ein frustrierender Prozess sein. Kürzlich wandte sich ein Präzisionsstanzbetrieb an unser Team bei Hepha Precision wegen eines anhaltenden Problems mit feinen Metallsplittern und Matrizenstaub, die sich auf seiner Hochgeschwindigkeitslinie ansammelten.
Die Frustration: Endlose Abschaltungen der Presse
Bevor sie sich mit uns in Verbindung setzten, hatte ihr Wartungsteam alle üblichen Schritte zur Fehlersuche ausprobiert. Sie wechselten das Prägeöl, änderten die Spannung des Materialstreifens und stoppten die Presse buchstäblich jede Stunde, nur um das Werkzeug abzuwischen.
Trotz dieser endlosen Bemühungen kehrte der frustrierende Metallstaub immer wieder zurück, verschlechterte die Oberflächenqualität der gestanzten Komponenten und erhöhte die Ausschussrate.
Die mikroskopische Inspektion: Oberflächenbeschaffenheit der Stanzflanke
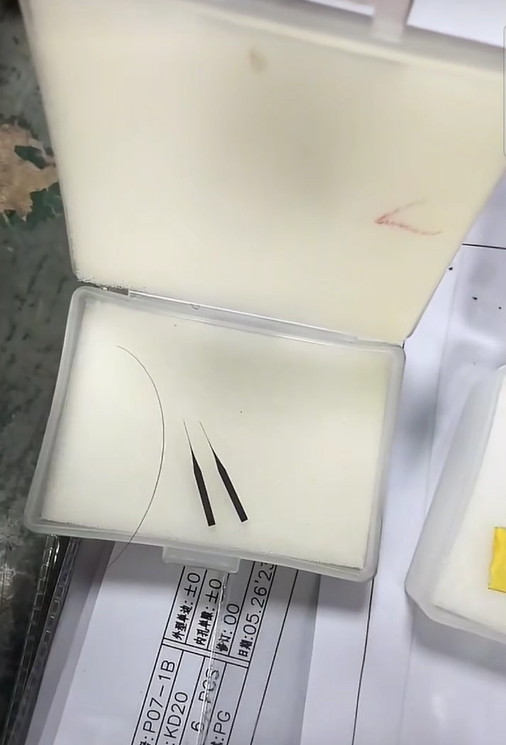
Wir brachten ihre aktuellen Stanzen in unser Prüflabor und untersuchten die Flanken unter einem 50-fachen Projektor. Dabei stellte sich heraus, dass die Ursache nicht in den Pressenparametern, der Materialhärte oder dem Schmiertank lag. Es war die Mikrobeschaffenheit der Stempelflanken.
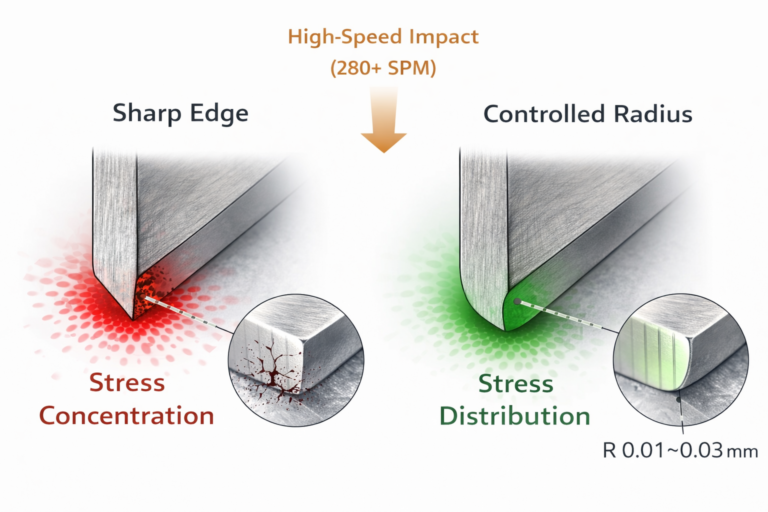
Die mechanische Realität in der Werkstatt sieht folgendermaßen aus: Wenn die Flanken eines Stempels beim Hochgeschwindigkeitsstanzen mit geringem Spielraum auch nur mikroskopisch kleine Schleifspuren von der herkömmlichen Bearbeitung aufweisen, wirken diese Spuren wie eine feine Stahlfeile. Wenn das Werkzeug durch das Band stanzt, “rasiert” es das Material, anstatt es sauber abzuscheren. Diese kontinuierliche Mikroreibung ist genau der Ursprung dieser winzigen Metallsplitter.

Die Lösung: Von Toleranz zu Hochglanz
Um das Problem zu lösen, hat unser Ingenieurteam einen Ersatzsatz von PG-geschliffene Stanzen. In diesem speziellen Fall ging es nicht nur um die Einhaltung unserer strengen Standard-Maßtoleranz von ±0,002 mm, sondern auch darum, eine spiegelglatte Oberfläche an den Werkzeugflanken zu erzielen.
Wenn die Stempelseite spiegelglatt geschliffen ist, gibt es keine Oberflächenrauhigkeit, die das Material während des Hubs “greifen” oder schaben könnte. Keine Reibung bedeutet keine Splitter.
Das Ergebnis: Saubere Läufe und null Staub
Nach der Installation der neuen PG-geschliffenen Werkzeuge bestätigte der Kunde, dass die Stanzanlage endlich sauber lief. Die Anlage läuft seither kontinuierlich, so dass stündliche Pressenstillstände völlig überflüssig sind.
Wenn Ihr Werkzeugbau einen endlosen Kampf gegen Metallstaub oder frühe Grate führt, liegt die Lösung vielleicht nicht in Ihrer Schmiereinrichtung. Oft liegt es an den fehlenden Mikrometern auf der Oberfläche Ihres Werkzeugs.
Haben Sie in Ihrer Werkstatt mit unerklärlichem Stempelverschleiß oder Graten an Teilen zu kämpfen? Senden Sie ein deutliches Foto der abgenutzten Werkzeuge oder Ihre Teilezeichnungen an unsere Konstruktionsabteilung unter Hattie@hephaprecision.com. Schauen wir uns die technischen Details gemeinsam an.