Subcontratista de precisión fiable para talleres de herramientas

Rectificado PG vs EDM, ¿cuál es mejor?
En la fabricación de moldes y matrices, Rectificado PG frente a EDM son procesos ampliamente utilizados para producir punzones, plaquitas y componentes de utillaje de precisión. Dado que cada método tiene sus propios puntos fuertes, la selección del proceso correcto es fundamental para lograr la precisión, el estado de la superficie y el rendimiento del utillaje requeridos. El objetivo de este artículo es ayudar a los ingenieros de moldes a comprender cuándo elegir el rectificado PG en lugar de la electroerosión para poder mejorar la calidad y la eficacia.

Precisión de perfiles y calidad de cantos
En gran precisión de perfil y bordes de corte limpios El rectificado PG (perfil óptico) es especialmente adecuado para . En comparación con la electroerosión, que elimina el material mediante descarga eléctrica, el rectificado PG es un proceso de rectificado mecánico que produce perfiles nítidos y bien definidos con un redondeo mínimo de los bordes.
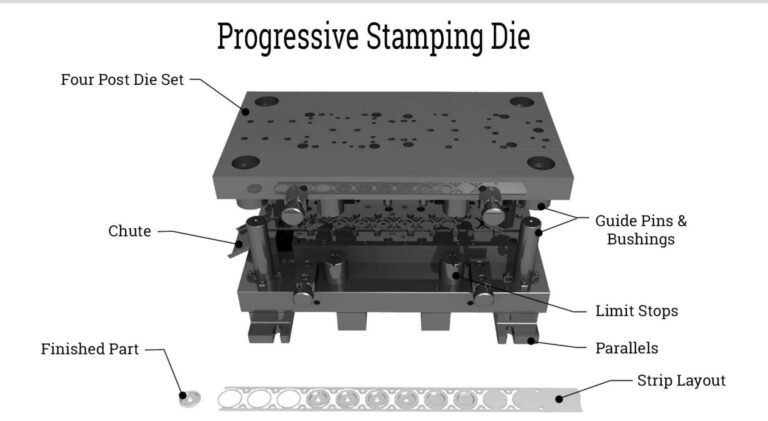
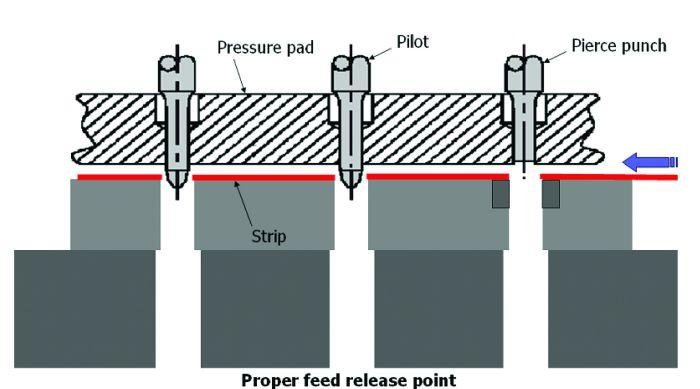
Para perfora y inserciones utilizadas en matrices de estampación, la geometría limpia del filo afecta directamente a la calidad del corte, la formación de rebabas y la vida útil de la herramienta. Cuando la nitidez del filo y el control preciso del contorno son críticos, el rectificado PG suele ser la opción preferida.
Control del radio y transiciones suaves
La geometría del radio (R) desempeña un papel clave en la durabilidad de las herramientas y la distribución de las tensiones. En este punto, entró en juego la técnica de rectificado PG, ya que permite control preciso y constante del radio, creando transiciones suaves entre perfiles y reduciendo los puntos de concentración de tensiones.
La electroerosión puede introducir microrradios o transiciones irregulares en función del estado del electrodo y de los parámetros de descarga. Por lo tanto, para algunos componentes de utillaje como punzones conformadores o plaquitas, donde los radios controlados son esenciales, el rectificado PG es la mejor elección.

Requisitos de acabado superficial
El acabado superficial es otro factor importante a la hora de elegir el rectificado PG frente a la electroerosión. El rectificado PG suele obtener un acabado superficial más liso sin capas de refundición ni zonas afectadas por el calor, mientras que la superficie de electroerosión suele requerir un acabado secundario para eliminar las capas de refundición o mejorar la calidad de la superficie. Esto es muy importante en el caso de punzones e insertos que funcionan bajo una gran tensión de contacto o en condiciones de estampación a alta velocidad. Además, el rectificado PG ofrece una clara ventaja cuando se requiere una superficie funcional lisa directamente desde el proceso de mecanizado.
Estabilidad dimensional y precisión de ajuste
Para componentes clave en moldes y matrices, montaje hermético y estable En estas circunstancias, el rectificado PG proporciona un excelente control dimensional y repetibilidad, mientras que la electroerosión es más adecuada para cavidades profundas o características internas. En el caso de perfiles externos y superficies de ajuste críticas, el rectificado PG suele lograr una mayor estabilidad dimensional.
Componentes no estándar, especialmente microherramientas
La molienda PG se ha convertido en una solución favorable a la hora de micropunzones y formas de utillaje no estándar. Para estos componentes en el rango de 2-3 mm o con detalles de perfil fino, el rectificado PG ofrece un control superior de la geometría y la calidad de la superficie en comparación con la electroerosión.
Conclusión final
El rectificado PG es la elección correcta cuando la precisión del perfil, la calidad de los bordes, el control del radio y el acabado superficial son críticos, mientras que la electroerosión sigue siendo la mejor opción para geometrías internas complejas y características profundas. En la mayoría de los componentes clave de moldes de precisión, como punzones e insertos de precisión, el rectificado PG proporciona el nivel de control necesario para garantizar un rendimiento fiable y una larga vida útil de la herramienta.