공구 상점을 위한 신뢰할 수 있는 정밀 하청업체

업계 뉴스

도면은 변하지 않았는데도 커넥터 금형 제작이 왜 더 까다로워졌는가
지난 몇 년간 커넥터 금형 작업에서 한 가지 점이 점점 더 두드러지게 나타나고 있습니다. 바로 도면이 몇 년 전과 거의 똑같이 보이는 경우가 많다는 점입니다. 치수, 기본적인 형상, 심지어…

스탬핑 금형용 초경합금 등급 선정: 도면을 따를 것인가, 아니면 대안을 검토할 것인가?
적절한 초경합금 등급을 선택하는 것은 정밀 스탬핑 공구 제작에서 가장 중요한 결정 중 하나입니다. 부적절한 등급을 선택하면 조기 마모, 절삭날 파손, 예상치 못한 가동 중단, 유지보수 비용 증가로 이어질 수 있습니다.…

정밀 PG 연삭이 카바이드 비용 상승을 상쇄하는 유일한 방법인 이유
현재 제조 환경에서 텅스텐 카바이드는 더 이상 단순한 원자재가 아니라 상당한 자본 투자 대상입니다. 가격이 꾸준히 상승하고 있는 상황에서 모든 카바이드 펀치와 인서트를 고부가가치 제품으로 취급해야 합니다.

툴링 재료를 사용할 수 없는 경우 어떻게 하나요?
자재 가용성 문제는 툴링 프로젝트에서 매우 흔하게 발생합니다. 도면에는 현지에서 조달하기 어렵거나 리드 타임이 길거나 더 이상 널리 사용되지 않는 특정 등급이 지정되어 있을 수 있습니다. 이는...
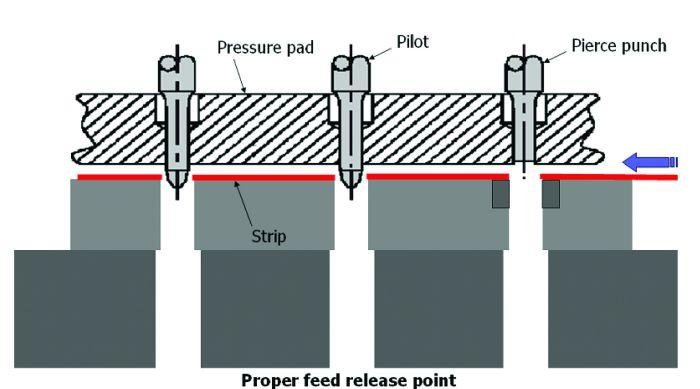
전단 각도가 올바르게 보이지만 스탬핑 안정성이 여전히 실패하는 경우
많은 프로그레시브 금형 응용 분야에서 전단각은 주로 절삭력을 줄이거나 공구 수명을 연장하는 데 사용되는 부차적인 세부 사항으로 취급되는 경우가 많습니다. 하지만 실제 생산에서는 그 영향이 ...
일부 스탬핑 프로세스가 완전히 안정화되지 않는 이유
일부 스탬핑 프로세스는 실행되지만 완전히 안정화되지는 않습니다. 조정으로 일시적으로 성능이 향상될 수 있지만 변동이 계속 재발합니다. 가장자리 품질이 변동하고 공구 마모가 고르지 않게 되며 작업자는 지속적으로 수정해야 합니다. 많은 경우...

스탬핑의 버 변화: 단순한 클리어런스 문제가 아닌 이유
버 조건이 스테이션마다 또는 동일한 실행 내에서 시간이 지남에 따라 변동하는 동안 클리어런스가 변경되지 않을 수 있습니다. 이는 버 형성이 직접적으로 ...

펀치 마모는 무작위가 아닙니다: 스탬핑의 하중 분포 이해
이는 일반적으로 하중이 각 펀치에 동일한 방식으로 들어가지 않음을 나타냅니다. 절단 공정이 미세한 차이로도 약간 다르게 시작되면 응력 분포가 ...
펀치 교체가 종종 일관성 없는 성능으로 이어지는 이유
마모된 펀치를 교체하는 것은 일반적으로 일상적인 작업으로 간주됩니다. 하지만 정밀 스탬핑에서는 많은 엔지니어가 이런 경험을 해 보았습니다: 새 펀치가 설치되고 치수가 공차 범위 내에 있지만 성능이 변경되는 경우....
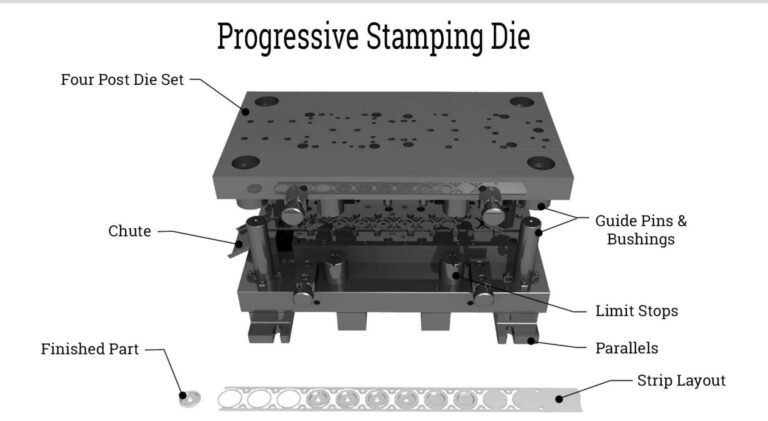
커넥터 프로그레시브 다이의 프로파일 연삭 과제
최신 커넥터 제조에서 프로그레시브 스탬핑 금형은 일반적으로 분당 200~400 스트로크의 매우 빠른 속도로 작동하는 경우가 많습니다. 이러한 속도에서는 펀치 성능이 유지되는 데 중요한 요소가 됩니다.
고속 스탬핑 공구 마모: 300+ SPM에서 포스 밸런스와 정밀 프로파일 연삭이 중요한 이유
낮은 스트로크 속도에서 스탬핑은 판금, 공구 세트, 프레스 등 놀라울 정도로 단순해 보일 수 있지만, 생산이 분당 300회 이상의 스트로크로 전환되면 공정은 정적...

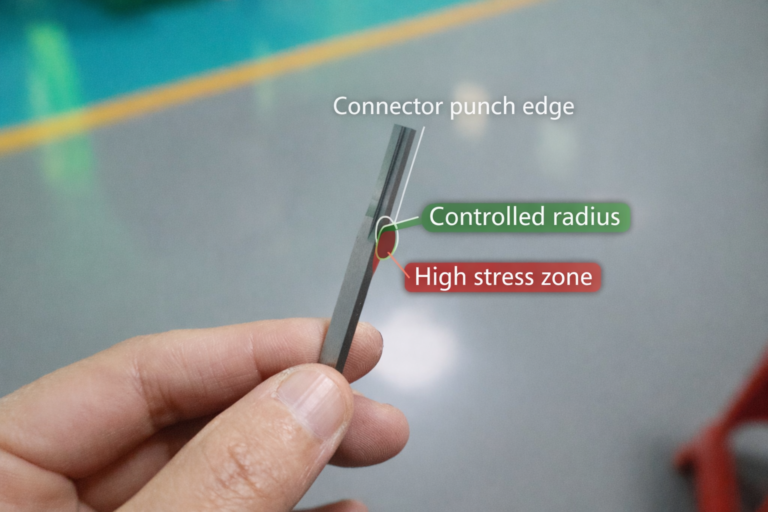
펀치가 엣지에서 실패하는 이유 - 차원만이 아닙니다.
그 결과 안정적인 모서리 조건, 국부 응력 집중 감소, 스탬핑 중 접촉 거동이 개선됩니다. 복잡한 모양이나 좁은 내부 반경을 가진 펀치 인서트의 경우 PG는 제어 수준을 제공합니다...