공구 상점을 위한 신뢰할 수 있는 정밀 하청업체

사례 연구: 고속 스탬핑에서 금속 조각과 다이 먼지가 발생하는 숨겨진 이유
고속 스탬핑 툴룸에서 고질적인 부품 결함 문제를 해결하는 것은 매우 힘든 과정일 수 있습니다. 최근 한 정밀 스탬핑 공장에서 고속 라인에 미세한 금속 조각과 금형 먼지가 쌓이는 지속적인 문제로 헤파 프리시전 팀에 연락을 해왔습니다.
좌절감: 끝없는 프레스 셧다운
당사에 연락하기 전에 유지보수 팀은 모든 표준 문제 해결 단계를 시도했습니다. 스탬핑 오일을 교체하고, 재료 스트립 장력을 변경하고, 말 그대로 매 시간마다 프레스를 멈추고 다이를 닦아냈습니다.
이러한 끊임없는 노력에도 불구하고 답답한 금속 먼지는 계속 재발하여 스탬핑된 부품의 표면 품질을 떨어뜨리고 불량률을 높였습니다.
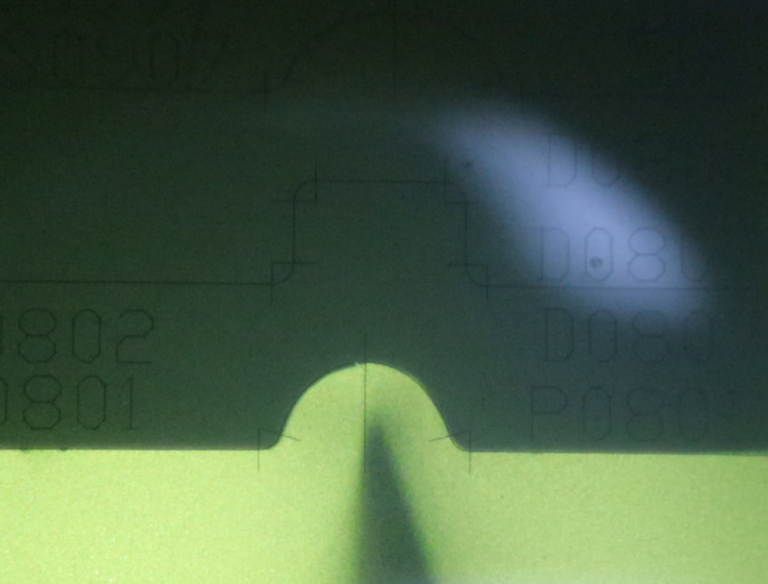
현미경 검사: 펀치 측면 표면 마감
현재 사용 중인 펀치를 테스트 실험실로 가져와 50배율 프로젝터로 측면을 검사했습니다. 검사 결과 근본 원인은 프레스 파라미터, 재료 경도, 윤활 탱크가 아닌 것으로 밝혀졌습니다. 펀치 측면의 미세한 마감 처리가 문제였습니다.
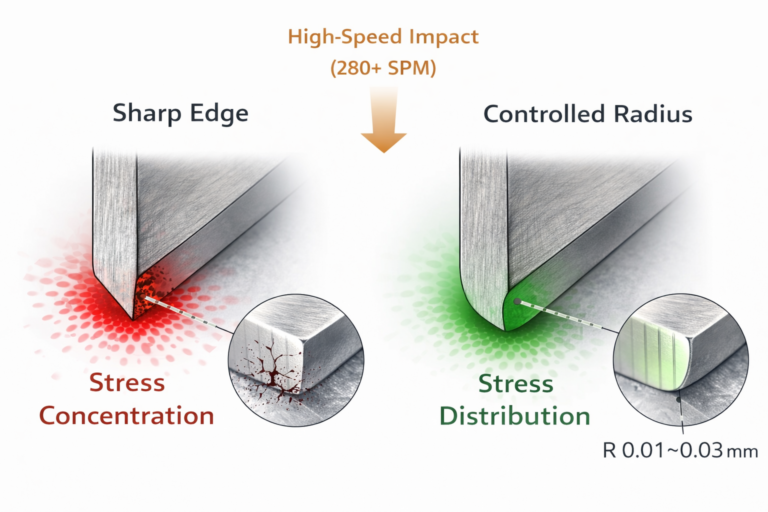
작업 현장의 기계적 현실은 다음과 같습니다. 고속으로 좁은 간격으로 스탬핑하는 동안 펀치의 측면에 기존 가공에서 발생하는 미세한 연마 자국이 남아 있으면 이러한 자국은 미세한 강철 줄처럼 작동합니다. 공구가 스트립을 펀칭할 때 재료를 깔끔하게 깎는 대신 재료를 “면도”합니다. 이러한 지속적인 미세 마찰이 바로 작은 금속 조각이 발생하는 곳입니다.

솔루션: 허용 오차에서 미러 마감으로 이동하기
이 문제를 해결하기 위해 엔지니어링 팀은 다음과 같은 대체 세트를 제작했습니다. PG-그라운드 펀치. 이 특정 사례의 경우, 우선 순위는 단순히 엄격한 표준 ±0.002mm 치수 공차를 유지하는 것이 아니라 공구 측면에 거울과 같은 마감 처리를 하는 것이었습니다.
펀치 면이 유리처럼 매끄럽게 연마되면 스트로크 중에 재료를 “잡거나” 깎아낼 표면 거칠기가 전혀 없습니다. 마찰이 없다는 것은 슬러버가 없다는 것을 의미합니다.
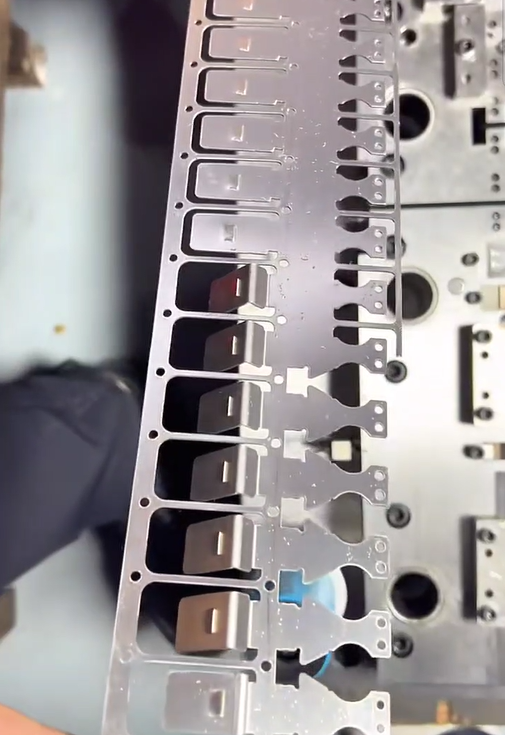
결과: 깨끗한 실행 및 먼지 제로
새로운 PG-그라운드 툴링을 설치한 후, 고객은 스탬핑 라인이 마침내 깨끗하게 작동하는 것을 확인했습니다. 라인이 지속적으로 가동되어 시간당 프레스 가동을 중단할 필요가 완전히 사라졌습니다.
공구실에서 금속 먼지나 초기 버와 끝없는 싸움을 벌이고 있다면, 그 해결책은 윤활 설정에 있지 않을 수 있습니다. 종종 공구 마감에서 미크론을 놓치는 경우가 있습니다.
공장에서 설명할 수 없는 펀치 마모나 부품 버가 발생했나요? 마모된 공구 또는 부품 도면의 선명한 사진을 다음 주소로 엔지니어링 벤치로 보내주십시오. Hattie@hephaprecision.com. 기술적인 세부 사항을 함께 살펴보겠습니다.