Sous-traitant de précision fiable pour les ateliers d'outillage

Lorsque l'angle de cisaillement semble correct mais que la stabilité de l'emboutissage laisse à désirer
Dans de nombreuses applications de matrices progressives, l'angle de cisaillement est souvent traité comme un détail secondaire - principalement utilisé pour réduire l'effort de coupe ou prolonger la durée de vie de l'outil.
Mais dans la production réelle, son impact est bien plus profond.
Dans certains cas, tout semble correct : le matériau est homogène, les paramètres de la presse sont stables et la conception de l'outil est conforme à la pratique courante. Pourtant, le processus semble toujours instable. La qualité des arêtes fluctue, l'usure de l'outil semble inégale et les réglages ne permettent jamais de “verrouiller” complètement le processus.
Dans ces situations, le problème n'est souvent pas l'angle de cisaillement lui-même, mais la façon dont il se comporte dans les différentes stations.
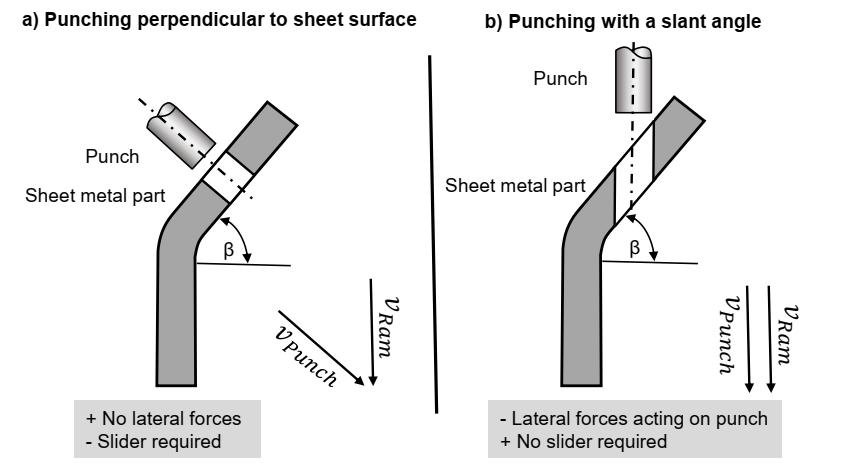
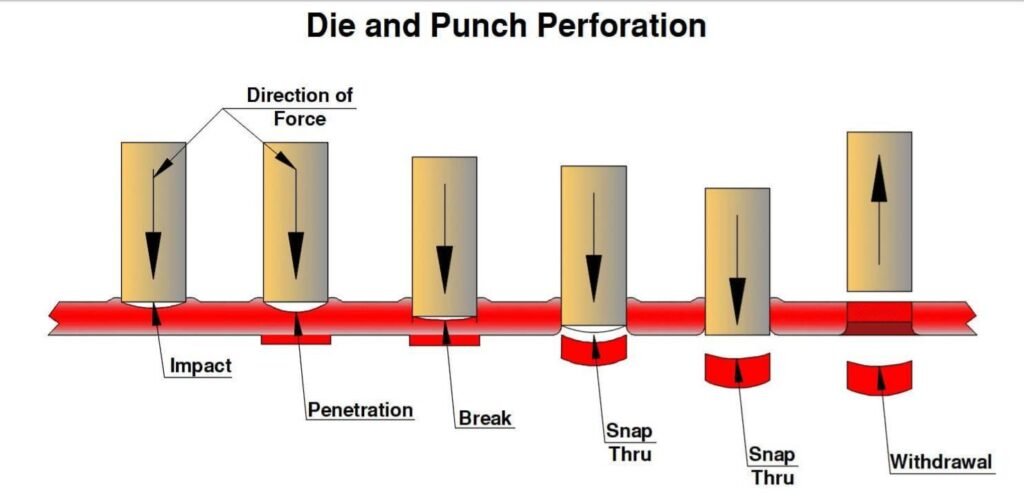
Certains poinçons peuvent s'engager plus tôt dans le matériau en raison de leur angle. D'autres peuvent couper plus à plat, entrant dans le matériau en une seule fois. Lorsque ce comportement n'est pas cohérent, la charge ne s'écoule plus en douceur à travers la bande. Au lieu de cela, elle se déplace.
Ce changement peut être minime, mais ses effets s'accumulent :
Avec le temps, le processus devient difficile à prévoir.
L'optimisation de l'angle de cisaillement peut être utile, mais uniquement si la géométrie se comporte de manière cohérente dans des conditions de production réelles. Même de petites différences dans l'exécution de l'angle ou la transition des arêtes peuvent modifier le début de la coupe.
En fin de compte, l'angle de cisaillement ne consiste pas seulement à réduire la force.
Il affecte directement la façon dont la charge entre dans le système - et si le processus reste stable.
Si vous rencontrez des problèmes similaires avec vos outils, n'hésitez pas à nous contacter. tendre la main - heureux d'échanger des idées.