공구 상점을 위한 신뢰할 수 있는 정밀 하청업체

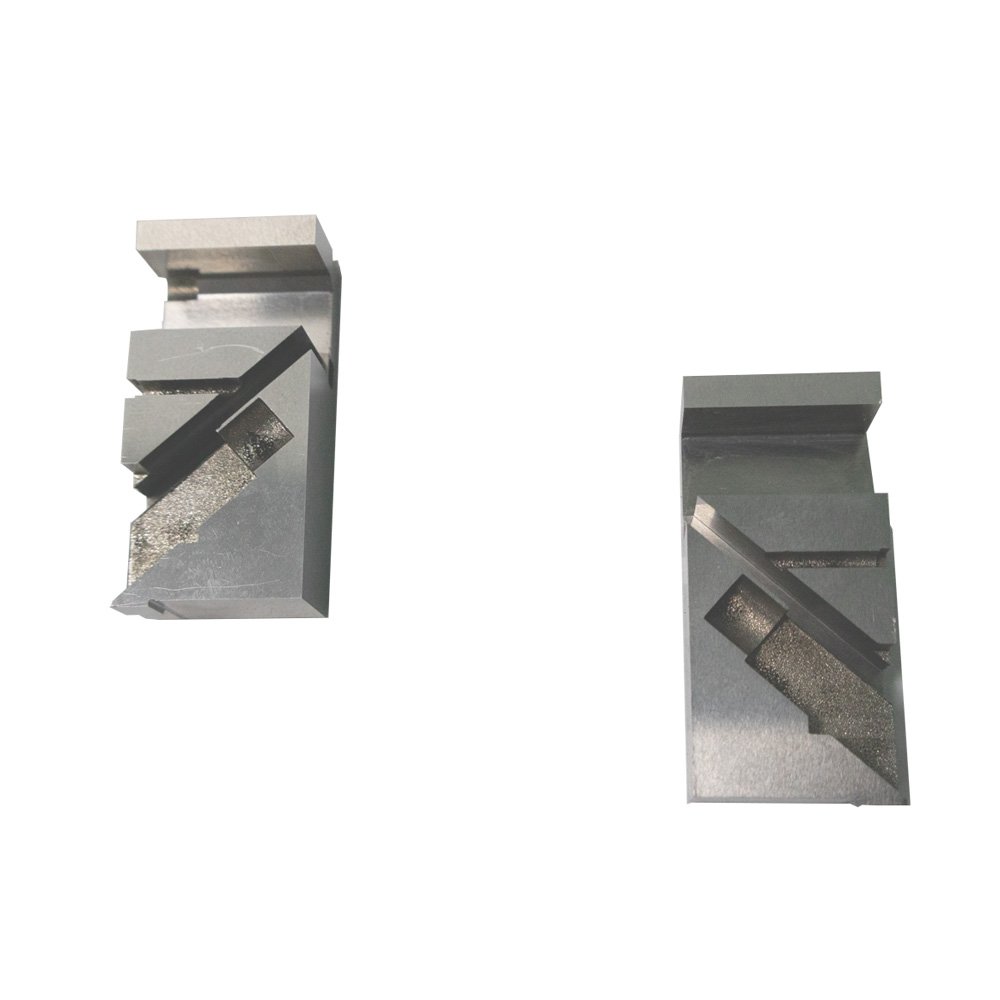
금형 및 스탬핑 다이 애플리케이션을 위한 정밀 맞춤 인서트

금형 및 스탬핑 다이 애플리케이션을 위한 정밀 맞춤 인서트
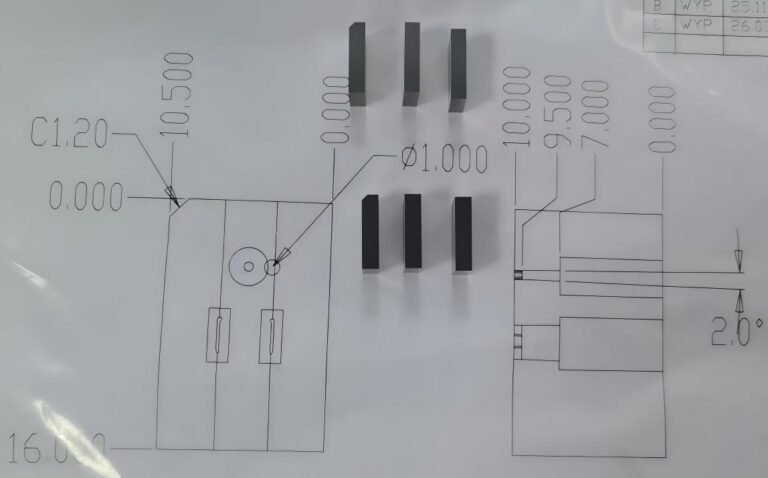
정확한 핏과 치수 안정성
정밀 맞춤 인서트의 제조 공정
연삭
연삭하는 동안 인서트 블랭크가 가공되어 기본 지오메트리, 참조 서피스 및 임계 치수. 이 단계는 치수 안정성을 제공하고 후속 정밀 가공을 위해 부품을 가공합니다.
② 싱커 EDM
이 단계에서는 다음을 생성합니다. 복잡한 피처, 내부 모양 또는 비표준 프로파일 기존 연삭만으로는 달성할 수 없습니다. 싱커 EDM은 경화된 소재에서 정확한 소재를 제거할 수 있습니다. 동시에 기하학적 무결성을 유지하므로 정밀 인서트 가공에 적합합니다.
③ PG 그라인딩
이 마지막 단계에서는 중요한 외부 프로파일, 반경 전환 및 기능적 표면을 마무리합니다. PG 프로파일 연삭 달성 엄격한 공차, 일관된 프로파일 정확도, 매끄러운 표면 품질을 제공합니다. 이는 금형 어셈블리 내에서 정밀한 피팅과 안정적인 작동을 위해 매우 중요합니다.
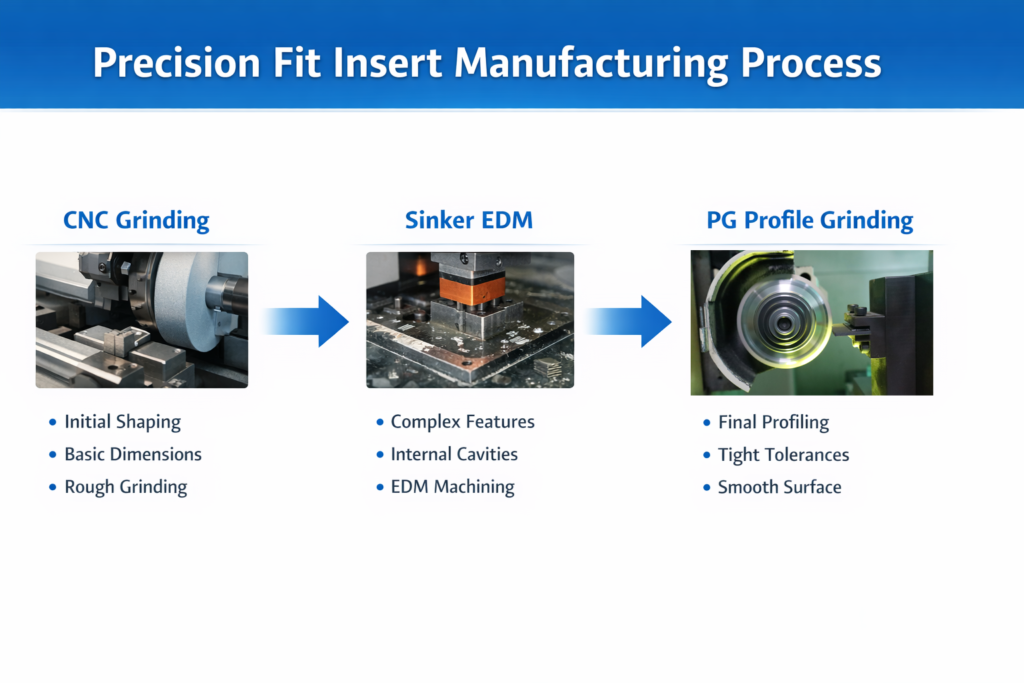
연삭+EDM+PG 마감 를 사용하면 정밀 맞춤 인서트를 통해 안정적인 치수 제어, 조립 조정 감소, 생산 중 내마모성 향상을 달성할 수 있습니다.
프리시전 핏 인서트 - 기술 사양
| 항목 | 사양 |
| 제품 유형 | 정밀 맞춤 인서트 |
| 제조 프로세스 | 연삭 → 싱커 EDM → PG 프로파일 연삭 |
| 치수 허용 오차 | 최대 ±0.001mm (임계 치수) |
| 프로필 정확도 | PG 연삭을 통한 고정밀 프로파일 제어 |
| 반경(R) 허용 오차 | 도면당 제어되고 일관된 반경 |
| 표면 거칠기(Ra) | Ra 0.2 - 0.4 μm (PG 마감 표면) |
| 평탄도 / 평행도 | ≤ 0.002mm 이하(크기 및 디자인에 따라 다름) |
| 크기 범위 | 사용자 지정, 비표준 인서트 지원 |
| 최소 피처 크기 | 설계에 따라 마이크로 기능 지원 여부가 달라질 수 있습니다. |
| 열처리 조건 | 소프트 또는 하드 상태 사용 가능 |
| 검사 방법 | 광학 검사, 정밀 게이지, 프로파일 측정 |
| 그리기 표준 | 고객 도면 또는 샘플 기반 제조 |
사용 가능한 자료 몰드 인서트
| 재료 | 설명 / 애플리케이션 |
| SKD11 (D2) | 스탬핑 금형에 일반적으로 사용되는 높은 내마모성 |
| DC53 | 향상된 인성 및 내마모성 |
| SKH51 / M2 | 까다로운 응용 분야를 위한 고속 강철 |
| SKH9 | 고부하 툴링에 적합 |
| 텅스텐강(카바이드)* | 특정 애플리케이션을 위한 높은 경도 |
| 고객 지정 공구강 | 요청 시 사용 가능 |
*카바이드 인서트는 설계 타당성에 따라 달라질 수 있습니다.
최종 사양은 도면 검토 및 애플리케이션 요구 사항에 따라 확정됩니다.