Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Fallstudie: Verbesserung der Stanzdauer bei 280 SPM durch Kantenradiuskontrolle
Bei hohen Stanzgeschwindigkeiten wird ein Ausfall des Stempels selten allein durch Maßfehler verursacht.
In dieser Fallstudie zeigen wir, wie ein kontrollierter Kantenradius - und nicht etwa eine engere Toleranz - die Lebensdauer des Stempels bei einer Folgeverbundanwendung mit 280 SPM deutlich verbessert hat.
Hintergrund
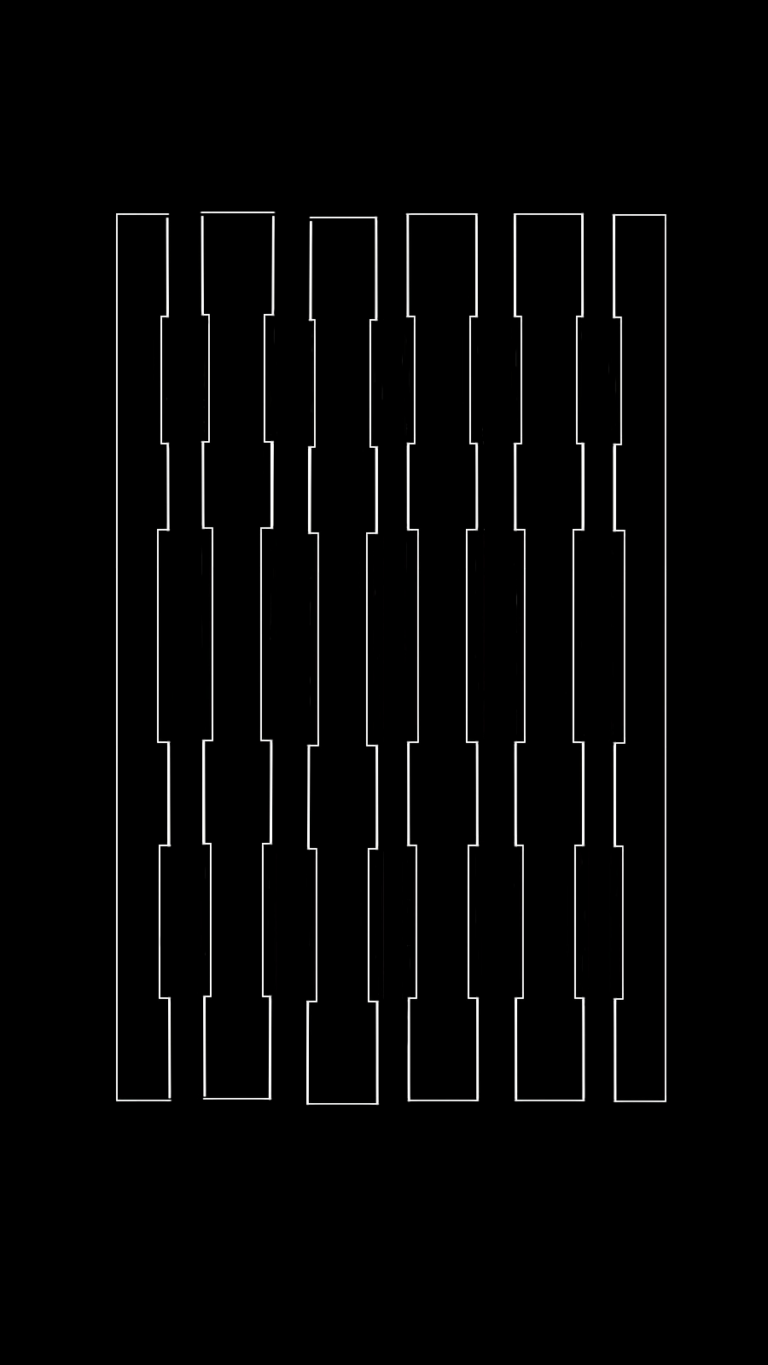
Ein Hersteller von Folgeverbundwerkzeugen, der Anschlussklemmen für die Automobilindustrie herstellt, war im Einsatz:
Das Problem war nicht die Maßabweichung.
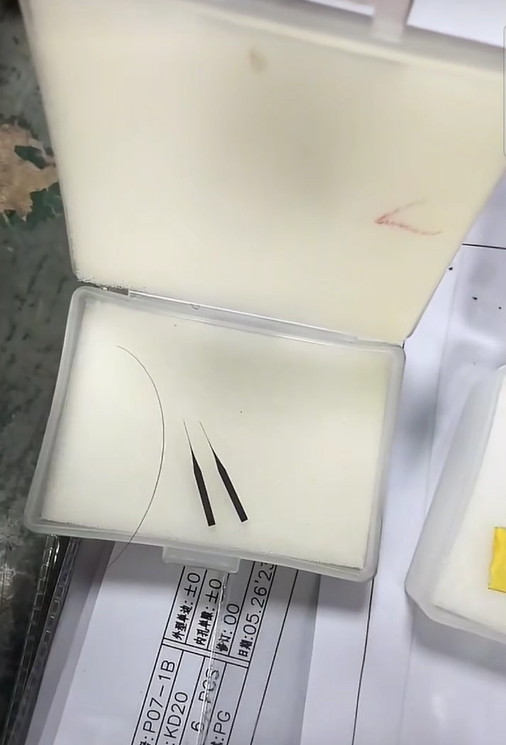
Das Problem waren vorzeitige Kantenabplatzungen am Stempel nach einem kurzen Produktionszyklus.
Durchschnittliche Lebensdauer der Werkzeuge: unbeständig und uneinheitlich.
Erste Analyse
Der ursprüngliche Stempel entsprach der Zeichnungstoleranz:
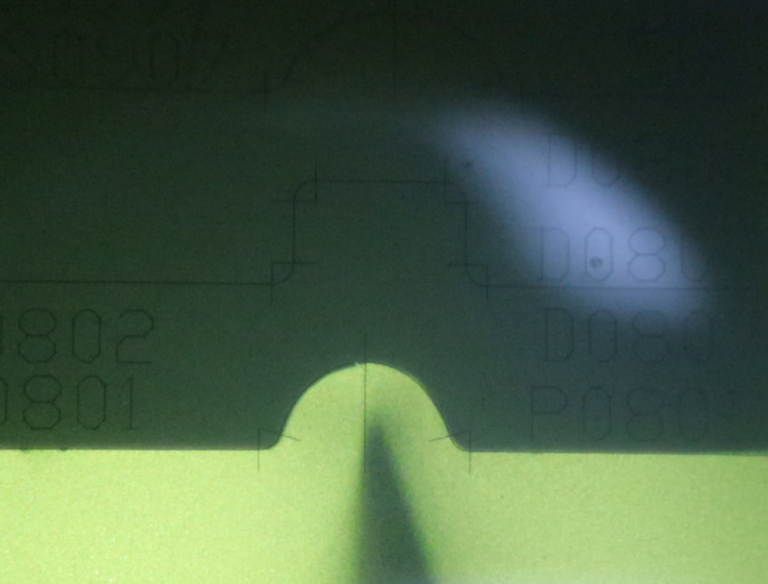
Die mikroskopische Untersuchung ergab jedoch:
Bei hoher SPM vervielfacht sich die Aufprallkraft.
Wenn die Kantengeometrie unkontrolliert ist, wird die Kraftverteilung ungleichmäßig.
Die Folge: Das Mikrochipping setzt früh ein und verbreitet sich schnell.
Das Kernproblem
Bei 280 SPM:
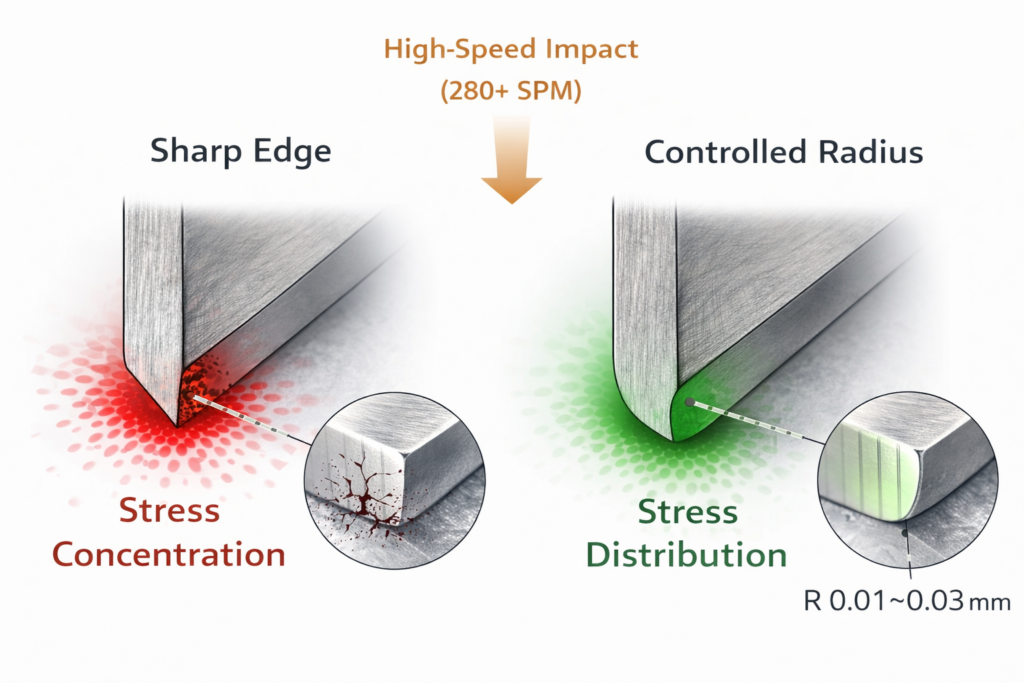
Eine theoretisch “perfekte scharfe Kante” wird bei dynamischer Belastung instabil.
Maßhaltigkeit allein ist keine Garantie für Leistung.
Die Kontrolle der Kantengeometrie ist entscheidend.
Lösung: Kontrollierter Kantenradius über Profilschleifen
Anstatt die Maßtoleranz weiter zu verschärfen, haben wir sie angepasst:
Herstellungsverfahren:
Die Toleranz liegt bei ±0,002 mm.
Ergebnisse
Nach der Umsetzung:
Die wichtigste Verbesserung war keine wesentliche Veränderung.
Technische Einblicke
Bei Hochgeschwindigkeitsstanzungen über 200 SPM:
Bei Folgeverbundwerkzeugen sollte die Kantenkonstruktion unter dynamischer Belastung und nicht nur unter statischer Messung bewertet werden.
Wenn es darauf ankommt
Dieser Ansatz ist besonders wichtig für:
Schlussfolgerung
Wenn Ihre Stanze über 200 SPM arbeitet und Erfahrungen:
Das Problem ist nicht unbedingt die Toleranz.
Es kann sich um eine Randkontrolle handeln.
Das Profilschleifen ermöglicht eine kontrollierte Bearbeitung - nicht nur eine genaue Bearbeitung.
Technische Konsultation
Wenn Sie eine ähnliche Instabilität der Werkzeugstandzeit bei Hochgeschwindigkeits-Stanzanwendungen feststellen, senden Sie uns Ihre Zeichnung für eine technische Überprüfung.
Wir können bewerten:
Wir sind eine Erweiterung Ihres Werkzeugbaus - nicht nur ein Lieferant für die Bearbeitung.