Zuverlässiger Präzisions-Zulieferer für den Werkzeugbau

Herausforderungen des Profilschleifens bei Folgeverbundwerkzeugen
Warum die Beständigkeit in der Übergangszone das Leben des Kaspers bestimmt
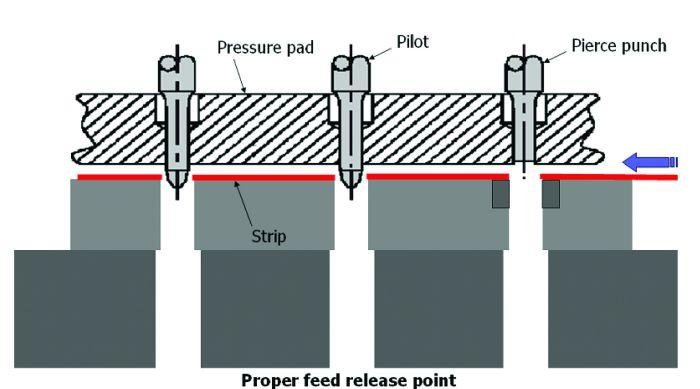
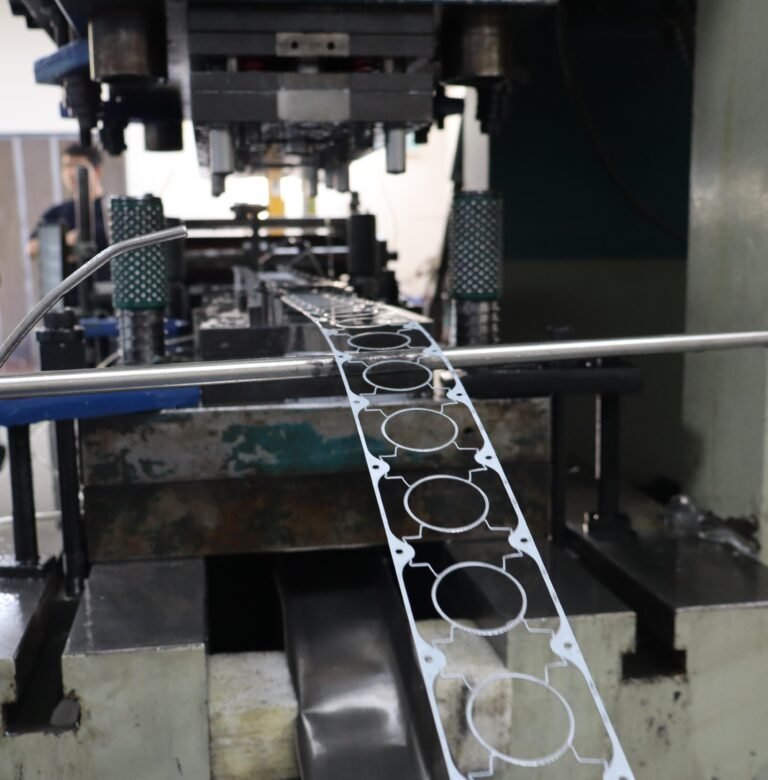
In der modernen Steckverbinderfertigung arbeiten Folgeverbundwerkzeuge oft mit extrem hohen Geschwindigkeiten - in der Regel 200 bis 400 Anschläge pro Minute.
Bei diesen Geschwindigkeiten wird die Stanzleistung zu einem entscheidenden Faktor für die Aufrechterhaltung der Produktionsstabilität.
Viele Werkzeugmacher haben jedoch das gleiche Problem:
Stempel versagen vorzeitig, selbst wenn die Maßtoleranz perfekt eingehalten wird.
Die eigentliche Ursache wird oft missverstanden.
Bei vielen Hochgeschwindigkeitssteckverbindern liegt das eigentliche Problem in Mikrogeometrie-Inkonsistenzen in Übergangszonen beim Profilschleifen.
Das verborgene Schleifproblem in Verbindungsstempeln
Anschlussklemmen umfassen in der Regel:
Aufgrund dieser Faktoren erfordern Stempel, die in Steckverbinderwerkzeugen verwendet werden hochpräzise Schleifprozesse.
Die größte Herausforderung besteht jedoch nicht nur darin, eine Toleranz zu erreichen wie ±0,002 mm.
Die eigentliche Herausforderung besteht vielmehr darin, die gleichmäßige Schleifgeometrie über die gesamte Schneide, besonders bei Übergangszonen.
Übergangszonen sind Bereiche, in denen:
Diese Gebiete erfahren die höchste Beanspruchung beim Stanzen.
Warum Konsistenz in der Übergangszone wichtig ist
Beim Hochgeschwindigkeits-Fortschrittsprägen können Stempel Folgendes leisten Millionen von Schneidezyklen.
Selbst extrem kleine Schleiffehler können zu Fehlerstellen werden.
Zu den typischen Problemen, die durch inkonsistente Übergangszonen verursacht werden, gehören:
Diese Fehler sind bei der normalen Maßkontrolle oft nicht sichtbar.
Unter den Bedingungen des Hochgeschwindigkeitsstanzens führen sie jedoch schnell zu Instabilität der Werkzeugstandzeit.
Kontrollierter Mikroradius: Ein Schlüsselfaktor für die Lebensdauer von Punch
Ein weiteres häufiges Problem bei Steckerstempeln ist übermäßig scharfe Schneidekanten.
Obwohl scharfe Kanten in der Theorie ideal erscheinen mögen, verursachen sie oft Spannungskonzentrationspunkte während der Hochgeschwindigkeitsausblendung.
Bei vielen Hochleistungswürfeln wird ein kontrollierter Mikroradius an der Schnittkante verbessert die Haltbarkeit erheblich.
Ein richtig konzipierter Mikroradius kann das:
Der Schlüssel ist präzise Kontrolle der Radiusgeometrie.
Zufälliges Abrunden oder manuelles Polieren führt oft zu uneinheitlichen Ergebnissen, was die Lebensdauer der Stempel verkürzen kann.
Warum Profilschleifen für Verbindungsstempel entscheidend ist
Um beides zu kontrollieren Übergangsgeometrie und Kantenradius, verlassen sich viele Präzisionswerkzeughersteller auf Profilschleifen (PG-Schleifen).
Im Vergleich zu herkömmlichen Schleifmethoden bietet das Profilschleifen mehrere Vorteile:
Diese Fähigkeiten sind besonders wichtig für Steckverbinder-Folgeverbundwerkzeuge, wo Schläge oft enthalten Geometrien im Mikromaßstab, die über große Produktionsmengen hinweg konsistent bleiben müssen.
👉 Erfahren Sie mehr über unsere präzises profilschleifen für verbinderstempel
Häufige Schleifdefekte bei Verbinderstempeln
Während der Herstellung oder des Nachschleifens können verschiedene Fehler in Verbindungsstempeln auftreten.
Die Kenntnis dieser Mängel hilft den Werkzeugmachern, potenzielle Probleme frühzeitig zu erkennen.
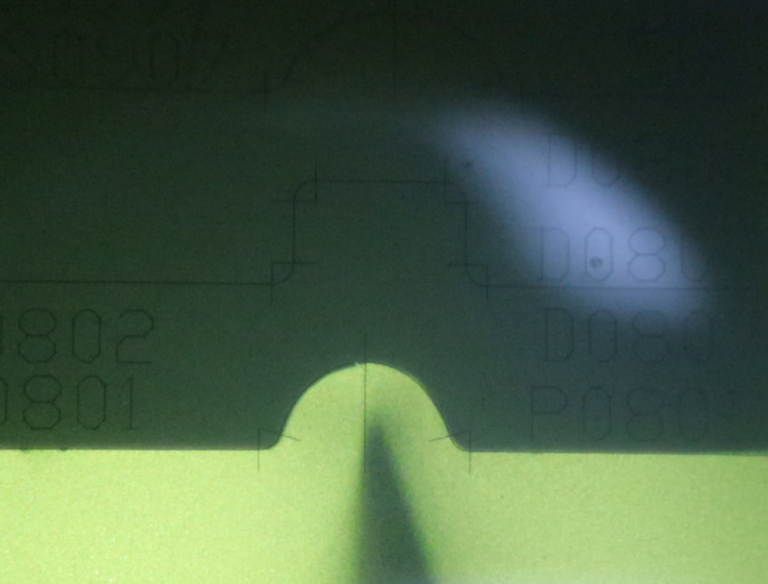
1 Mikroschritte im Schleifweg
Wenn die Schleifbahnen nicht perfekt ineinander übergehen, können zwischen den Profilsegmenten mikroskopisch kleine Stufen entstehen.
Unter den Bedingungen des Hochgeschwindigkeitsstanzens erzeugen diese Schritte lokalisierte Spannungsspitzen.
2 Inkonsistenter Kantenradius
Wenn der Kantenradius entlang des Stempelprofils variiert, werden die Schnittkräfte ungleichmäßig.
Dies kann dazu führen:
3 Schlechte Oberflächenintegrität
Schleifverbrennungen oder schlechte Oberflächengüte können das Kantengefüge schwächen.
Dies verringert die Ermüdungs- und Verschleißfestigkeit beim Hochgeschwindigkeitsstanzen.
Empfohlener Kantenradius für Verbinderstempel

Die Gestaltung des Kantenradius hängt von mehreren Faktoren ab:
Doch für viele Stanzanwendungen für Hochgeschwindigkeitsverbinder, einen kontrollierten Mikro-Radius im Bereich von:
R0,002 - R0,01 mm
kann die Haltbarkeit von Stanzen erheblich verbessern.
Dieser kleine Radius trägt dazu bei, die Schnittlast zu verteilen, ohne die Qualität der Produktkanten merklich zu beeinträchtigen.
Die korrekte Gestaltung des Radius sollte immer anhand folgender Kriterien überprüft werden tatsächliche Prägebedingungen.
Profilschleifen für Steckerstempel vs. Drahterodieren für Steckerstempel
Einige Werkstätten verwenden Drahterodieren zur Herstellung von Stanzprofilen.
Während sich die Funkenerosion hervorragend für komplexe Geometrien eignet, hat sie bei Schneidkanten ihre Grenzen.
| Prozess | Vorteil | Begrenzung |
|---|---|---|
| Drahterodieren | komplexe Geometrie | Neuschicht und Kantenversprödung |
| Konventionelles Schleifen | schnell | eingeschränkte Profilkontrolle |
| Profilschleifen | beste Kantensteuerung | höhere Qualifikationsanforderungen |
Für Verbindungsstempel, die eine extrem gleichmäßige Kantenqualität erfordern, bietet das Profilschleifen oft das beste Gleichgewicht zwischen Präzision und Kantenintegrität.
Echte Produktionsvorteile
Wenn die Übergangszonen und die Geometrie der Mikroradien richtig kontrolliert werden, werden die Werkzeugräume in der Regel eingehalten:
Anstelle eines plötzlichen Stempelbruchs wird der Verschleiß vorhersehbar und überschaubar.
Dies verbessert sowohl Produktionseffizienz und Wartungsplanung.
Wann sollten Werkzeugbaubetriebe für Steckverbinder die Qualität des Schleifens bewerten?
Es kann sich lohnen, die Stanzschleifprozesse zu überprüfen, wenn Sie Erfahrungen mit Ihrer Produktion haben:
In vielen Fällen liegt das Problem nicht in der Konstruktion des Werkzeugs selbst, sondern die mikroskopische Schleifgeometrie der Stempelkante.
Technische Unterstützung für Connector Tooling
Wenn Sie arbeiten mit Steckverbinder-Folgeverbundwerkzeuge und Probleme mit der Lebensdauer von Stanzwerkzeugen haben, können wir Sie bei der Überprüfung Ihrer Werkzeugkonstruktion und Ihres Fertigungsprozesses unterstützen.
Unser Ingenieurteam kann das beurteilen: