Sous-traitant de précision fiable pour les ateliers d'outillage

Défis de la rectification des profils dans les matrices progressives de connecteurs
Pourquoi la constance de la zone de transition détermine la vie de Punch
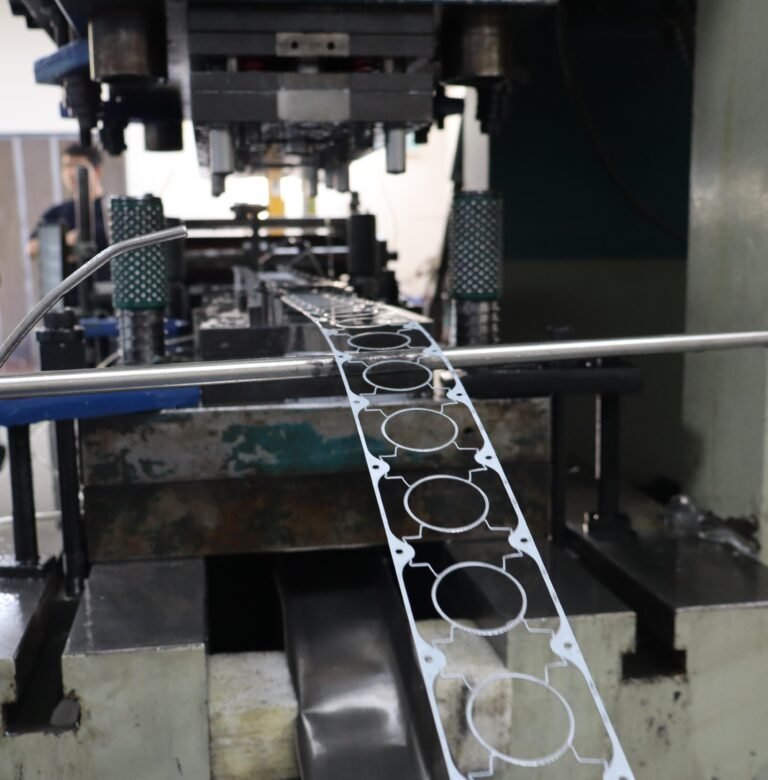
Dans la fabrication moderne de connecteurs, les matrices d'emboutissage progressif fonctionnent souvent à des vitesses extrêmement élevées - couramment 200 à 400 coups par minute.
À ces vitesses, la performance du poinçon devient un facteur critique pour maintenir la stabilité de la production.
Cependant, de nombreuses salles d'outils rencontrent le même problème :
Les poinçons tombent en panne prématurément même si la tolérance dimensionnelle est parfaitement respectée.
La cause première est souvent mal comprise.
Dans de nombreuses matrices de connecteurs à grande vitesse, le véritable problème réside dans les éléments suivants incohérences microgéométriques dans les zones de transition lors du meulage de profil.
Le problème caché de la rectification des poinçons de connecteurs
Les bornes de connexion comprennent généralement
En raison de ces facteurs, les poinçons utilisés dans les matrices de connecteurs nécessitent des processus de broyage extrêmement précis.
Mais le plus grand défi n'est pas simplement d'atteindre une tolérance de l'ordre de 1,5 million d'euros. ±0,002 mm.
Le véritable défi consiste plutôt à maintenir géométrie d'affûtage constante sur l'ensemble de l'arête de coupe, en particulier à zones de transition.
Les zones de transition sont des zones où :
Ces zones connaissent les contraintes les plus fortes lors des opérations d'emboutissage.
L'importance de la cohérence de la zone de transition
Dans l'emboutissage progressif à grande vitesse, les poinçons peuvent remplir les fonctions suivantes des millions de cycles de coupe.
Même de très petites imperfections de meulage peuvent devenir des points de défaillance.
Les problèmes typiques causés par l'incohérence des zones de transition sont les suivants :
Ces défauts sont souvent invisibles lors d'un contrôle dimensionnel standard.
Cependant, dans des conditions d'emboutissage à grande vitesse, elles conduisent rapidement à l'instabilité de la durée de vie des outils.
Contrôle du micro-rayon : Un facteur clé dans la durée de vie des poinçons
Un autre problème courant dans les perforations de connecteurs est des arêtes de coupe trop tranchantes.
Bien que les arêtes vives semblent idéales en théorie, elles créent souvent des problèmes de sécurité. points de concentration des contraintes pendant le découpage à grande vitesse.
Dans de nombreuses filières à haute performance, un micro-rayon contrôlé au niveau de l'arête de coupe améliore considérablement la durabilité.
Un micro-rayon bien conçu peut :
La clé est contrôle précis de la géométrie du rayon.
L'arrondi aléatoire ou le polissage manuel produisent souvent des résultats incohérents, qui peuvent en fait réduire la durée de vie du poinçon.
Pourquoi la rectification des profils est essentielle pour les matrices de connecteurs
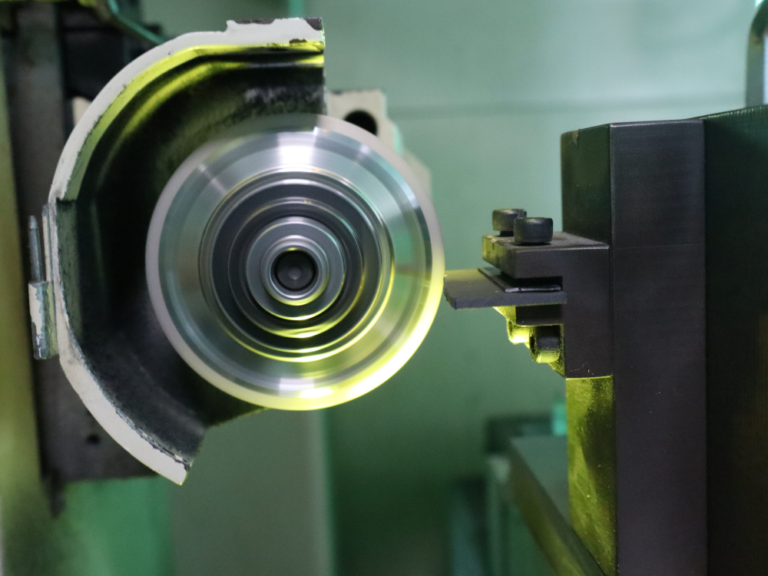
Pour contrôler les deux géométrie de transition et rayon de l'arête, De nombreux ateliers d'outillage de précision s'appuient sur les rectification de profil (rectification PG).
Par rapport aux méthodes de meulage conventionnelles, le meulage de profil présente plusieurs avantages :
Ces capacités sont particulièrement importantes pour connecteur filières progressives, où les coups de poing contiennent souvent des géométries à micro-échelle qui doivent rester cohérentes sur de grands volumes de production.
👉 En savoir plus sur notre services de rectification de profil de précision pour les poinçons de connexion
Défauts de meulage courants dans les poinçons de connecteur
Lors de la fabrication ou de la rectification, plusieurs défauts peuvent apparaître dans les poinçons des connecteurs.
La compréhension de ces défauts permet aux ateliers d'identifier rapidement les problèmes potentiels.
1 Micro-étapes dans la trajectoire de broyage
Lorsque les trajectoires de meulage ne sont pas parfaitement mélangées, des marches microscopiques peuvent apparaître entre les segments du profil.
Dans des conditions d'emboutissage à grande vitesse, ces étapes créent pics de tension localisés.
2 Rayon d'arête incohérent
Si le rayon de l'arête varie le long du profil du poinçon, les forces de coupe deviennent inégales.
Cela peut conduire à :
3 Mauvaise intégrité de la surface
Les brûlures de meulage ou un mauvais état de surface peuvent affaiblir la microstructure de l'arête.
Cela réduit la résistance à la fatigue et à l'usure lors de l'emboutissage à grande vitesse.
Rayon d'arête recommandé pour les perforations de connecteurs

La conception du rayon des bords dépend de plusieurs facteurs :
Cependant, pour de nombreux applications d'emboutissage de connecteurs à grande vitesse, un micro-rayon contrôlé de l'ordre de :
R0,002 - R0,01 mm
peut améliorer de manière significative la durabilité des poinçons.
Ce petit rayon permet de répartir la charge de coupe sans affecter sensiblement la qualité des arêtes du produit.
La conception d'un rayon approprié doit toujours être vérifiée sur la base des éléments suivants conditions réelles d'estampillage.
Rectification des profils pour les matrices de connecteurs Poinçons et électroérosion à fil pour les poinçons de connecteurs
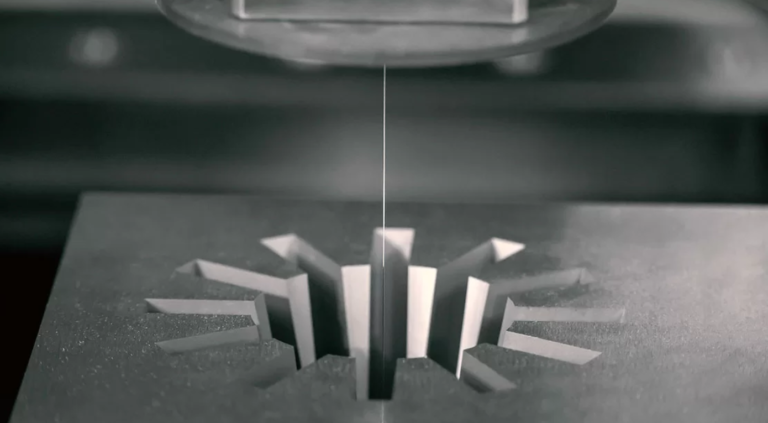
Certaines salles d'outils utilisent électroérosion à fil pour produire des profils de poinçonnage.
Si l'électroérosion est excellente pour les géométries complexes, elle présente des limites pour les arêtes de coupe.
| Processus | Avantage | Limitation |
|---|---|---|
| Electro-érosion à fil | géométrie complexe | la couche de refonte et la fragilité des bords |
| Broyage conventionnel | rapide | contrôle limité du profil |
| Meulage de profil | meilleur contrôle des bords | exigences plus élevées en matière de compétences |
Pour poinçons de connexion exigeant une qualité de bord extrêmement constante, Le broyage de profil permet souvent d'obtenir le meilleur équilibre entre précision et intégrité des bords.
Des avantages réels pour la production
Lorsque les zones de transition et la géométrie des micro-rayons sont correctement contrôlées, les salles d'outils respectent généralement les règles :
Au lieu d'une rupture soudaine du poinçon, l'usure devient prévisible et gérable.
Cela permet d'améliorer à la fois l'efficacité de la production et la planification de la maintenance.
Quand les salles d'outils de connexion doivent-elles évaluer la qualité de la rectification ?
Il peut être utile de revoir les processus de rectification des poinçons si votre production en est affectée :
Dans de nombreux cas, le problème ne réside pas dans la conception de la filière elle-même, mais dans le fait qu'elle ne peut pas être utilisée pour la fabrication de produits. la géométrie de rectification microscopique de l'arête du poinçon.
Support technique pour l'outillage des connecteurs
Si vous travaillez avec connecteur filières progressives et que vous êtes confrontés à des problèmes de durée de vie des poinçons, nous pouvons vous aider à revoir la conception de votre outillage et votre processus de fabrication.
Notre équipe d'ingénieurs peut l'évaluer :
Envoyez-nous votre plan de poinçonnage pour un examen technique