공구 상점을 위한 신뢰할 수 있는 정밀 하청업체

사례 연구: 엣지 반경 제어를 통한 280 SPM의 펀치 수명 향상
높은 스탬핑 속도에서는 치수 오류만으로 펀치 실패가 발생하는 경우는 거의 없습니다.
이 사례 연구에서는 더 엄격한 공차가 아닌 제어된 에지 반경이 280 SPM 프로그레시브 스탬핑 애플리케이션에서 펀치 수명을 크게 향상시킨 방법을 공유합니다.
배경
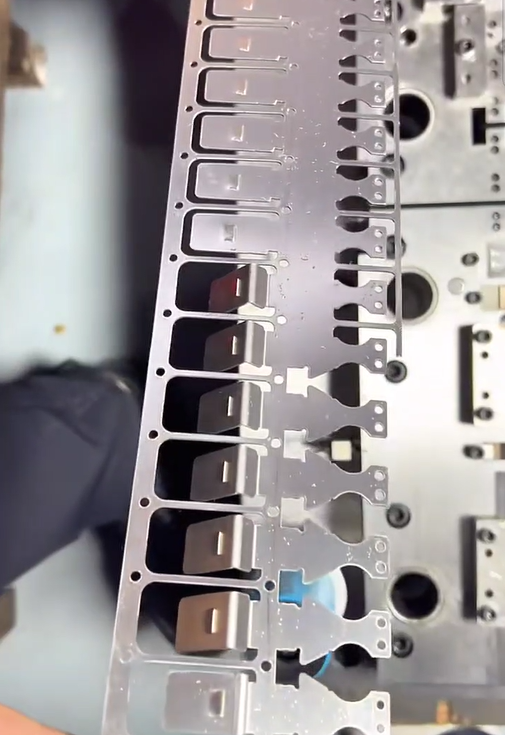
자동차 커넥터 단자를 생산하는 프로그레시브 다이 툴 제조업체가 운영 중이었습니다:
문제는 차원 편차가 아니었습니다.
문제는 짧은 생산 주기 후에 펀치의 가장자리가 조기에 깨지는 것이었습니다.
평균 도구 수명: 불안정하고 일관성이 없습니다.
초기 분석
원본 펀치가 드로잉 허용 오차를 충족했습니다:
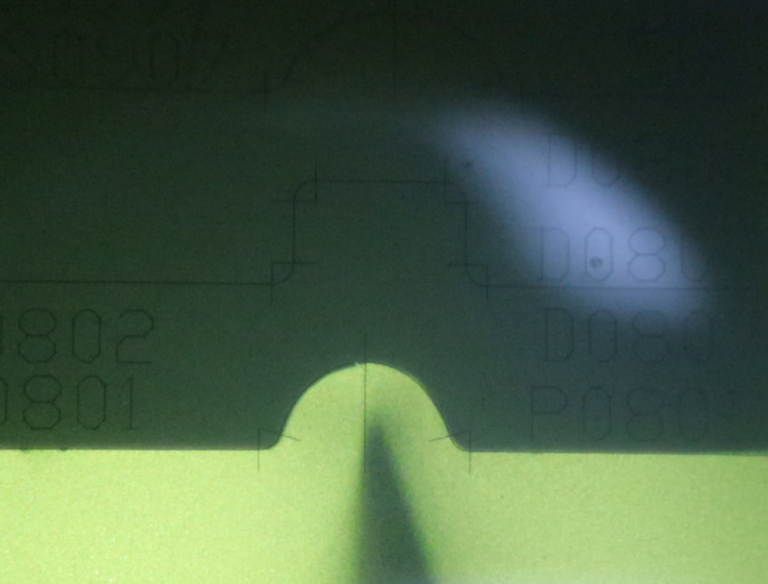
하지만 현미경 검사 결과
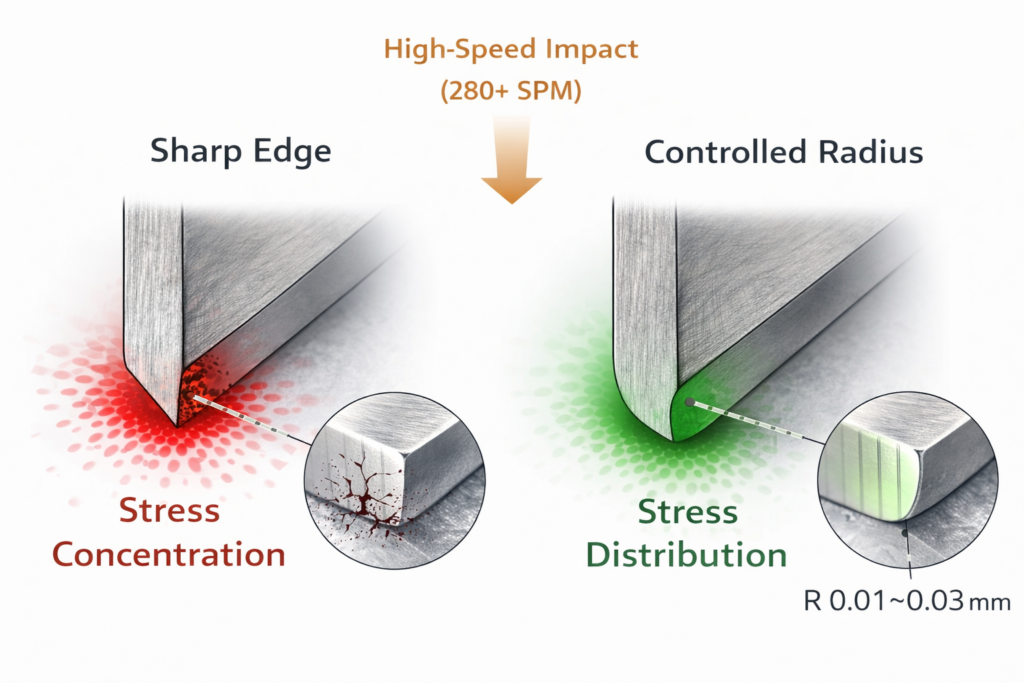
높은 SPM에서는 충격력이 배가됩니다.
가장자리 지오메트리가 제어되지 않으면 힘의 분포가 고르지 않게 됩니다.
그 결과, 마이크로 칩핑이 조기에 시작되고 빠르게 전파됩니다.
핵심 문제
280 SPM에서:
이론적으로 “완벽한 날카로운 모서리'는 동적 하중을 받으면 불안정해집니다.
치수 정확도만으로는 성능을 보장할 수 없습니다.
엣지 지오메트리 제어가 중요해집니다.
솔루션: 에지 반경 제어 프로파일 연삭
치수 허용 오차를 더 강화하는 대신 조정했습니다:
제조 프로세스:
허용 오차는 ±0.002mm로 유지됩니다.
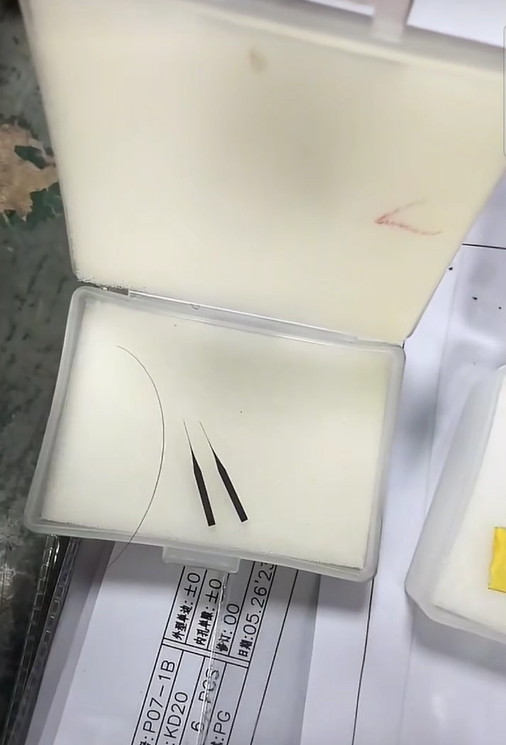
결과
구현 후
주요 개선 사항은 실질적인 변화가 아니었습니다.
기술 인사이트
200 SPM 이상의 고속 스탬핑에서:
프로그레시브 다이 애플리케이션의 경우 정적 측정뿐만 아니라 동적 하중 하에서 엣지 설계를 평가해야 합니다.
중요한 경우
이 접근 방식은 특히 다음과 같은 경우에 적합합니다:
결론
펀치가 200 SPM 및 경험치 이상으로 작동하는 경우:
문제는 관용이 아닐 수 있습니다.
엣지 컨트롤일 수 있습니다.
프로파일 연삭은 정확한 가공뿐만 아니라 제어된 가공을 가능하게 합니다.
기술 상담
고속 스탬핑 애플리케이션에서 유사한 공구 수명 불안정성을 경험하고 있다면 기술 검토를 위해 도면을 보내주세요.
평가할 수 있습니다:
당사는 단순한 기계 가공 공급업체가 아닌 툴룸의 확장된 역할을 합니다.