Subcontratante de precisão fiável para oficinas de ferramentas

Quando o ângulo de corte parece correto mas a estabilidade da estampagem continua a falhar
Em muitas aplicações de matrizes progressivas, o ângulo de corte é frequentemente tratado como um pormenor secundário - utilizado principalmente para reduzir a força de corte ou prolongar a vida útil da ferramenta.
Mas na produção real, o seu impacto é muito mais profundo.
Há casos em que tudo parece estar correto: o material é consistente, os parâmetros da prensa são estáveis e o design da matriz segue a prática padrão. No entanto, o processo continua a parecer instável. A qualidade da aresta flutua, o desgaste da ferramenta parece irregular e os ajustes nunca “bloqueiam” totalmente o processo.
Nestas situações, a questão não é muitas vezes o ângulo de corte em si, mas a forma como se comporta em diferentes estações.
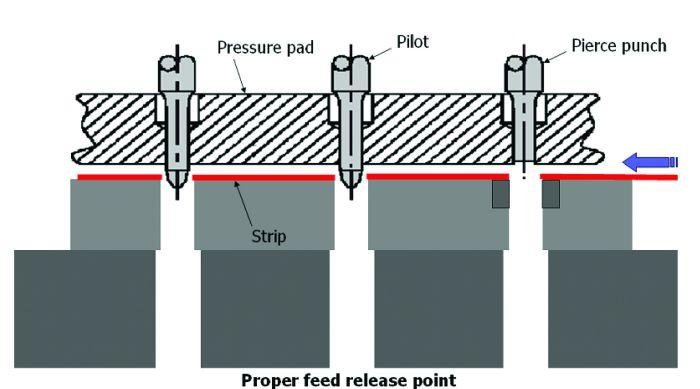
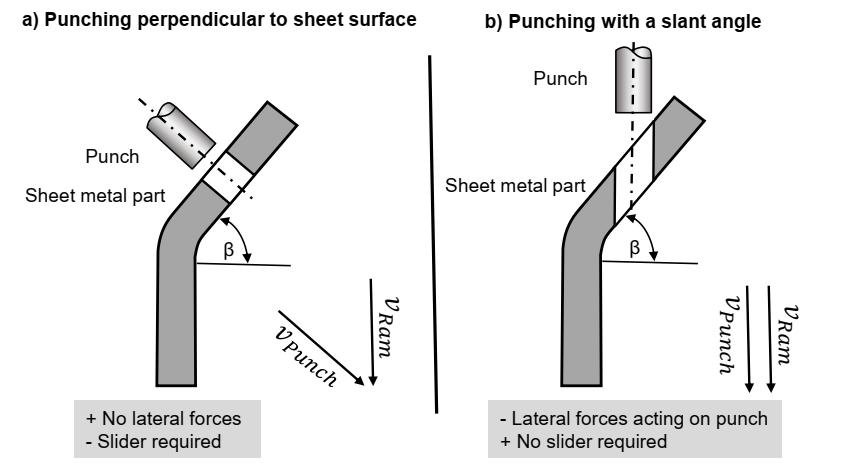
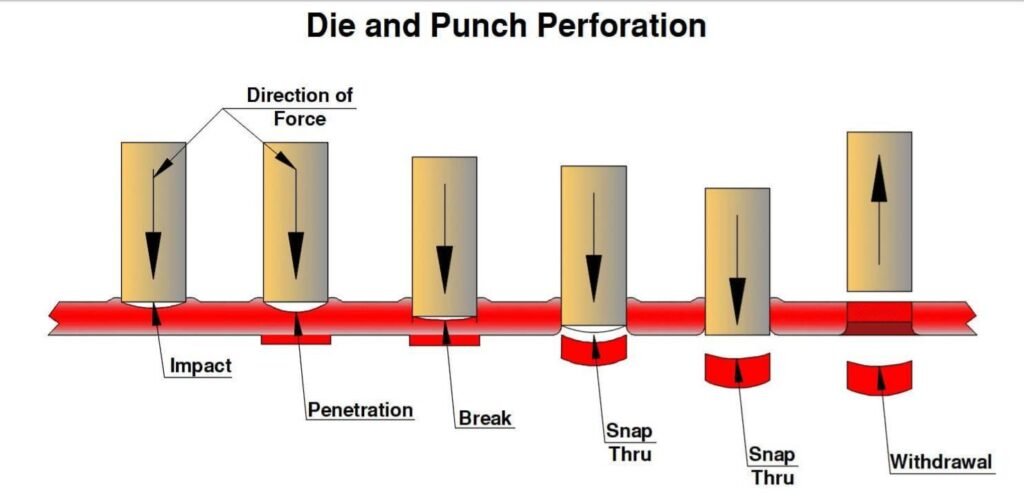
Alguns punções podem entrar no material mais cedo devido ao seu ângulo. Outros podem cortar de forma mais plana, entrando no material de uma só vez. Quando este comportamento não é consistente, a carga já não flui suavemente através da tira. Em vez disso, ela desloca-se.
Esta mudança pode ser pequena, mas os seus efeitos acumulam-se:
Com o tempo, o processo torna-se difícil de prever.
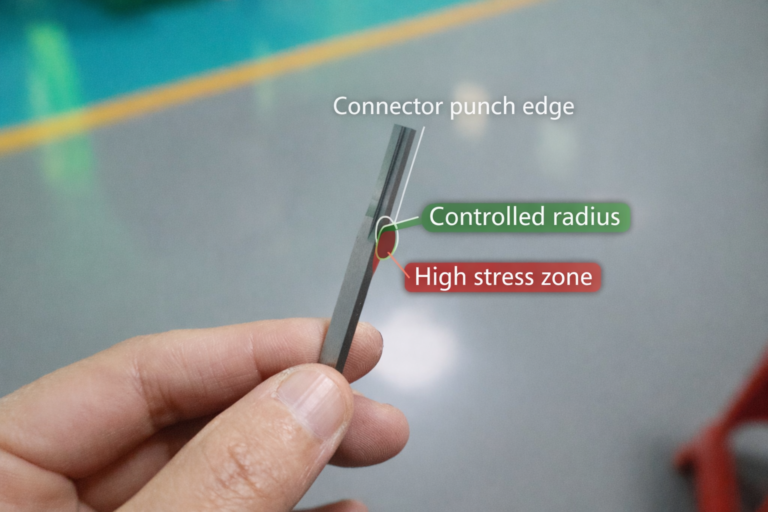
A otimização do ângulo de corte pode ajudar, mas apenas se a geometria se comportar de forma consistente em condições reais de produção. Mesmo pequenas diferenças na execução do ângulo ou na transição de arestas podem alterar o momento em que o corte começa efetivamente.
No final, o ângulo de corte não é apenas uma questão de redução da força.
Afecta diretamente a forma como a carga entra no sistema - e se o processo se mantém estável.
Se tiver problemas semelhantes nas suas ferramentas, sinta-se à vontade para estender a mão - com prazer para trocar ideias.