Reliable Precision Subcontractor for Tool Shops

Case Study: The Hidden Reason Behind Metal Slivers and Die Dust in High-Speed Stamping
In high-speed stamping toolrooms, troubleshooting chronic part defects can be a frustrating process. Recently, a precision stamping shop reached out to our team at Hepha Precision regarding a persistent issue with fine metal slivers and die dust building up on their high-speed line.
The Frustration: Endless Press Shutdowns
Before contacting us, their maintenance team had tried all the standard troubleshooting steps. They changed the stamping oil, altered the material strip tension, and were literally stopping the press every single hour just to wipe down the die.
Despite these endless efforts, the frustrating metal dust kept returning, dragging down the surface quality of their stamped components and increasing scrap rates.
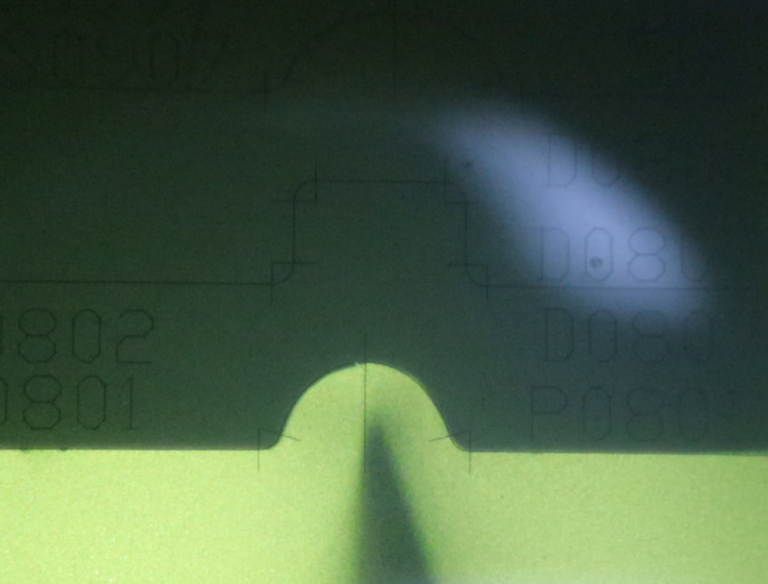
The Microscopic Inspection: Punch Flank Surface Finish
We brought their current punches into our testing lab and inspected the flanks under a 50x projector. The inspection revealed that the root cause wasn’t the press parameters, material hardness, or lubrication tank at all. It was the micro-finish of the punch sides.
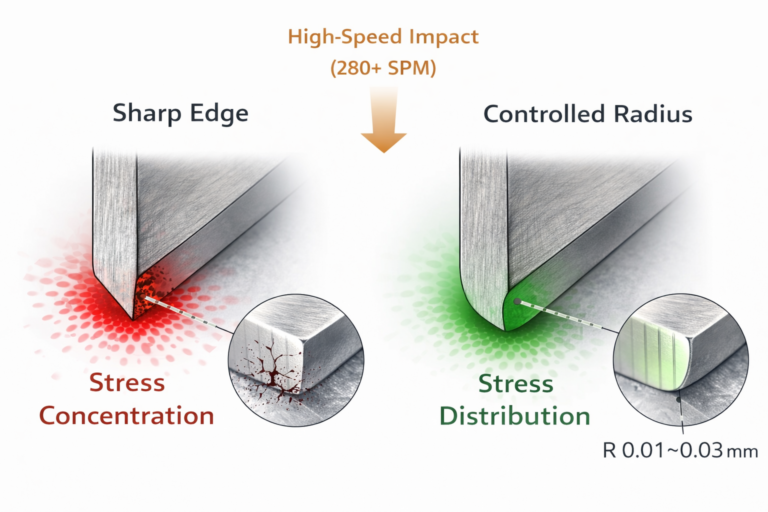
Here is the mechanical reality on the shop floor: during high-speed, tight-clearance stamping, if the flanks of a punch carry even microscopic grinding marks from conventional machining, those marks act like a fine steel file. As the tool punches through the strip, it “shaves” the material instead of cleanly shearing it. This continuous micro-friction is exactly where those tiny metal slivers originate.

The Solution: Moving from Tolerance to Mirror Finish
To solve the issue, our engineering team produced a replacement set of PG-ground punches. For this specific case, the priority wasn’t just holding our standard, strict ±0.002mm dimensional tolerance—it was about achieving a mirror-like finish on the tool flanks.
When the punch side is ground smooth as glass, there is zero surface roughness to “grab” or shave the material during the stroke. No friction means no slivers.
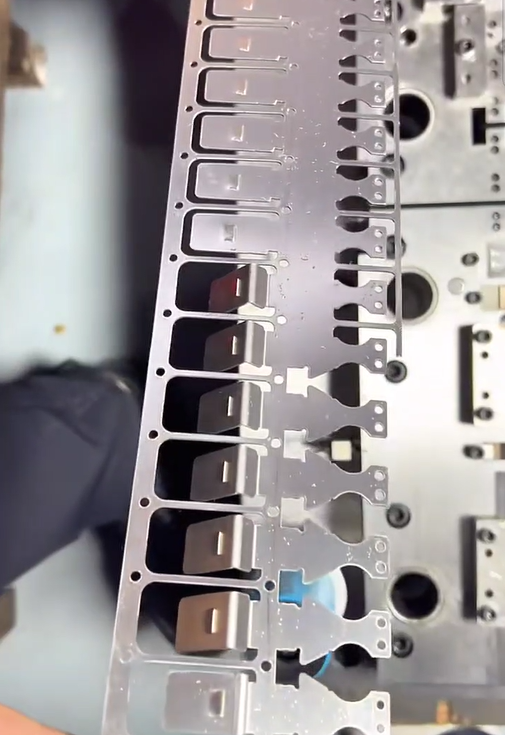
The Result: Clean Runs and Zero Dust
Following the installation of the new PG-ground tooling, the customer confirmed that the stamping line finally ran clean. The line has been running continuously, completely eliminating the need for hourly press shutdowns.
When your toolroom is fighting an endless battle against metal dust or early burrs, the solution might not lie in your lubrication setup. It often comes down to those missing microns on your tool finish.
Dealing with unexplained punch wear or part burrs in your shop? Send a clear photo of the worn tools or your part drawings to our engineering bench at Hattie@hephaprecision.com. Let’s look at the technical details together.