Subcontratista de precisión fiable para talleres de herramientas

Cuando el ángulo de cizalladura parece correcto pero la estabilidad de la estampación sigue fallando
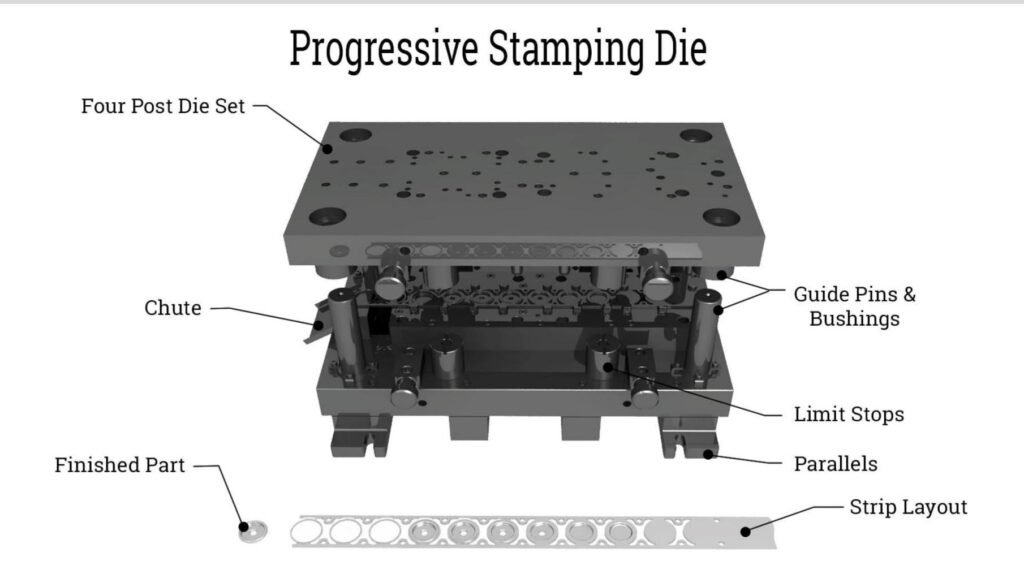
En muchas aplicaciones de troqueles progresivos, el ángulo de corte suele tratarse como un detalle secundario, utilizado principalmente para reducir la fuerza de corte o prolongar la vida útil de la herramienta.
Pero en la producción real, su impacto es mucho más profundo.
Hay casos en los que todo parece correcto: el material es homogéneo, los parámetros de la prensa son estables y el diseño de la matriz sigue la práctica habitual. Sin embargo, el proceso sigue pareciendo inestable. La calidad de los cantos fluctúa, el desgaste de las herramientas parece desigual y los ajustes nunca “fijan” completamente el proceso.
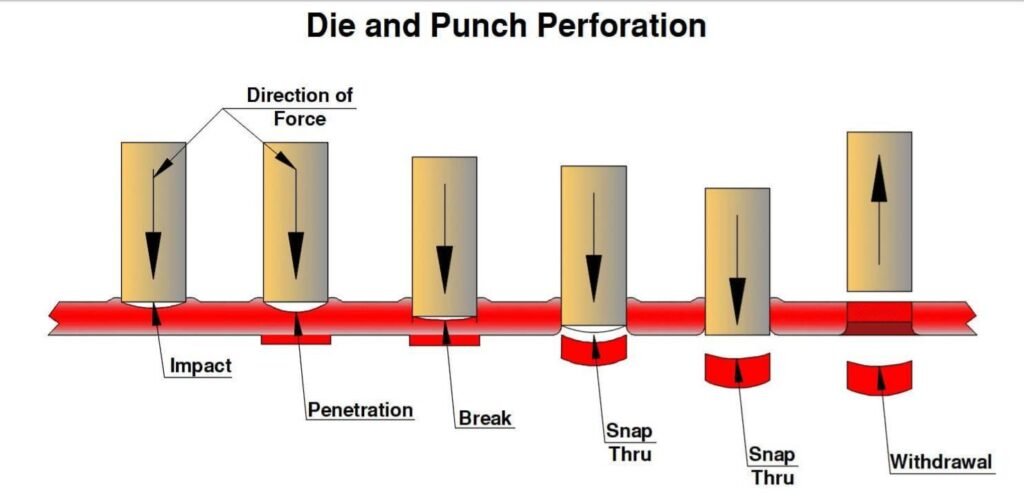
En estas situaciones, el problema no suele ser el ángulo de cizalladura en sí, sino cómo se comporta en las distintas estaciones.
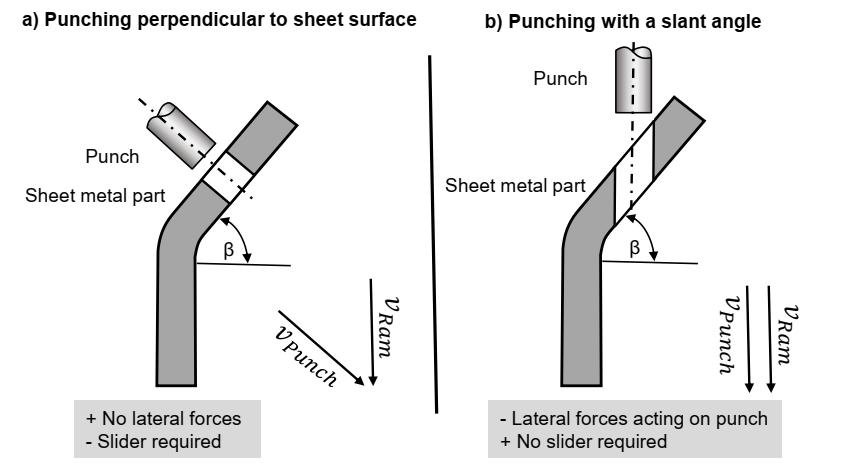
Algunos punzones pueden penetrar antes en el material debido a su ángulo. Otros pueden cortar más plano, entrando en el material de golpe. Cuando este comportamiento no es coherente, la carga ya no fluye suavemente a través de la banda. En su lugar, se desplaza.
Este cambio puede ser pequeño, pero sus efectos se acumulan:
Con el tiempo, el proceso se vuelve difícil de predecir.
Optimizar el ángulo de corte puede ayudar, pero sólo si la geometría se comporta de forma coherente en condiciones reales de producción. Incluso pequeñas diferencias en la ejecución del ángulo o la transición de los bordes pueden cambiar el momento en que comienza realmente el corte.
Al fin y al cabo, el ángulo de cizalladura no consiste sólo en reducir la fuerza.
Afecta directamente a la forma en que la carga entra en el sistema y a la estabilidad del proceso.
Si observa problemas similares en sus herramientas, no dude en tender la mano - encantado de intercambiar ideas.